Several welding processes are required for the varied and specialized requirements of ship construction. Present day ships are larger and are designed for welding, with consideration given to vessel weight, welding processes, practices and procedures, and shipyard facilities. Hull designs of tankers have changed to provide increased protection against accidental oil spills after collisions with reefs, rocks or other ships.
The Oil Pollution Act of 1990 mandated double hulls by the year 2010 on all tankers entering United States waters. As a result, the shipbuilding industry is investigating procedures to manufacture ships with double hulls. One approach employs curved hull plating and the electrogas welding( EGW) process.
Welding Processes- Ingenious modifications of the shielded metal arc welding process have been adopted in shipyards to improve productivity and to reduce the schedule times. The use of a sliding tripod to feed the electrode along the joint, after arc initiation, permits one welder to operate as many as six large-diameter welding electrodes simultaneously. This version, commonly calledgravity welding, is used in many yards in the world. A less frequently used variation isa method called firecrackerwelding, whichrequires the electrode to be placed on the workpiece along the joint. Once the arc is established, the weld proceeds down the length of the electrode until the filler material is consumed. Both of these processes are effectively limited to the horizontal fillet weld position.
To aid in achieving higher depositionrates, the submerged arc welding(SAW) process was developed for the shipbuilding industry. Many of the deck plates and hull plates are flat and have long butt joint connections. Because of the size of the plates, much work is performed outdoors. The submerged arc process is ideal for the combination of these conditions. Portable self-propelled tractors that can carry the welding flux, a spool of welding electrode and the process control unit have been designed to implement the process in both the shop and field.
Multiple electrode SAW systems can provide very high deposition rates for the joining of thick plate assemblies. A uniquearrangement of the electrical connections for “series arc” SAW produces a weld deposit that is effectively used for one-side butt welding of the plates. The need to turn the very large plate assemblies is eliminated, because there is no second side welding required. This provides shipbuilders with a very effectivemethod of fabrication for the most fundamental form of ship design, the construction of the deck and shellplate blankets.
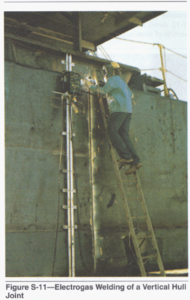
Electrogas (EGW) and electroslag (ESW) welding have been used to join many ships having long vertical butt joints in the hull design. These processes make themuch as possible, a high percentage of the welding vertical connections automatically, and the deposition rates for these processesare high. With the incorporation of higher strength steels in ship designs, these methods are not as popular because the high heat input inherent in the weld zone can have an adverse effect on the heat-affected zone properties.Also, with higher strength steels, the plates do not have to be as thick, again limiting the application for electrogas and electroslag welding.
Figure S-11 shows the completion of a 3 m (10 ft) high vertical electrogas weld in a 16 mm (5/8 in.) thick steel barge hull.
Flux cored arc welding (FCAW) has become the most popular welding method for shipbuilding applications. Even though shipbuilders attempt to utilize the flat position or horizontal fillet weld position as required in ship construction must be done in the vertical, horizontal and overhead positions. The development of small-diameter flux cored welding electrodes with excellent mechanical properties has accelerated the use of this process in shipyards around the world.
Gas metal arc welding (GMAW) is also used for ship construction. Although not as common in the United States as elsewhere in the world, gas metal arc welding is used for hull and superstructure construction.
The flexibility of the process permits high deposition rates using spray transfer in the flat and horizontal fillet positions while also having a pulsing transfer available for out-of-position work. . Figure S-12 shows the GMAW process being used to weld a section of aluminum superstructure.

In addition to the hull structure, ships require extensive use of piping and ventilation ducting to operate properly at sea. A common process for these applications is gas tungsten arc welding(GTAW). The precise control of the welding arc is ideally suited for many of the pipe and duct joints. To enhance the productivity of the outfitting shops, automated systems are commonly used for welding these components.
An innovation in shipbuilding technologyis the use of welding robots. Robotic arc welding has been used in limited applications, however, withfurther developments in the software systems and hardware configurations, the number of being in robots used ship building increases annually. The most common application for an arc welding robot is the joining of two structures using fillet welds. While some robots are portable enough to be placed on the assembly for access to the weld path, robots can be installed in the inverted position on movable gantries which span the assembly, permitting access using the arm reach of the robot and the positioning capability of the gantry.
Materials- The principle material used for shipbuilding is low-carbon steel. Many other materials are used forhulland structural components, including high-strength steel and high-strength, low-alloy steel, quenched and tempered steel, and aluminum.Other materials such as carbon steel,austenitic stainless steel, copper alloys, nickel alloys and titanium are used for the service distribution systems. The assortment of materials that may be used in a ship design results in many challenges for the correct selection of filler materials and welding processes.
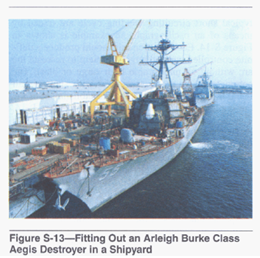
Operating Systems- A ship is much like a moving city. Each ship requires installation of equipment for propulsion,waterand electrical distribution, waste disposal, food preparation and the many other aspects of services required for the operation of the ship and the life of the crew. The equipment is manufactured from many welded components. Because of this variety of systems, shipbuilding requires the implementation of welding for structural, piping, pressure vessels and sheet metal applications. Considering also the diversity of materials that are incorporated in the designs of ships for strength, corrosion resistance, weight and fatigue lifepurposesmakes ships an extraordinary welded product. Figure S-13 shows an Arleigh Burke class Aegis destroyer being fitted out.
Historical Background
Welding has been an important fabrication process for shipbuilding since World War I. It was during this era that the value of welding for the repair and construction of ships was recognized. It was essential for the war effort to transport troops and supplies by sea, and the demand for ships became critical. The use of welding made it possible to provide the ships required by the United States to effectively support the battle fronts in Europe. The government established a committee to investigate the accelerated use of electric arc weldinginshipbuilding to support the national defense. It was from the formationof this body that the American Welding Society was created in 1919.
As welding came into use in shipbuilding, its first application was to barges. The hull of the barge is a simple box structure in whichthe stresses are easily calculable. This is not the case with ships in ocean service, such as cargo vessels and tankers. They are subject to high stresses due to wind and wave action, as well as to possible stresses caused by cargo weight distribution. The challenges encountered in the design of floating structures are very different from those facing the designers of bridges, buildings or other land structures. Weld joint designs also must meet the requirements of this rigorous service life.
Submarines were welded in 1918 and 1919, and in the 1920s, welding was used to build the tanker, the Poughkeepsie Socony. It was 77 m X 12 m x 4.3 m (252 ft x 40 ft x 14 ft), with a gross weight of 882 metric tons (1235 tons).
Although there have been many claims about the “first” all-welded ship, it is known that welding was used in constructing many ships during the first thirty years of the twentieth century. These early ships were both welded and riveted, as the industry was in transition between these methods of joining the steel hulls and decks. It was not until the late 1930s that a large ship was designed to be completely welded, using butt welded joints to connect the hull plating. Prior to that time, ship designs relied on lap welded plates that may or may not have required rivets.
Developments in the coating systems for shielded metal arc welding electrodes expanded the use of welding for ship applications. As the welding characteristics of electrodes were improved, arc welding was introduced to additional shipbuilders. Due to the size of the structures, it was necessary that the electrodes be used in all positions. In addition to having acceptable operating characteristics in the various welding positions, the introduction of iron powder to the coatings increased the deposition rate for the welding process. Since welding represents one of the largest proportions of skilled trade man-hours in ship construction, increases in the deposition rates of a process can have a significant effect on the selection of the welding methods.
Tankers- In the 1940s, Sun Shipbuilding Company built the W1 Van Dyck, then the world’s largest ocean-going tanker. It was 159 m (521 ft) long and 12 m (40 ft) high, with a beam of 21 m (70 ft), and a gross weight of 10 590 metric tons (11 650 tons). The building of this tanker constituted a landmark in ship building, not only because of the size of a ship to which welding was applied, but also because this craft represented the first large-scale use of automatic welding in shipyards. In 1973, two supertankers rated at 476 025 DWT were built. These super tankers, the Globtik Tokyo and the GlobtikLondon, are two-and-a-half times the length of the Van Dyck, three times as wide, and six times as high; the dimensions are 379.2 m (1244 ft) in length, 75.0 m (246 ft) high, with a beam of 62.2 m (204 ft). The cargo tanks hold 153 million gallons of crude oil, or more than three million barrels. These ships, like all of the super-tankers and most modem ocean-going vessels, are of all-welded construction.