Copper is used extensively as an ingredient of bronze, brass and other nonferrous alloys. Molten copper has the distinctive characteristic of expanding on solidification.
Historical Background
Dr. R. H. Thurston’s work on the strength of bronzes included an exhaustive series of tests on the strength and ductility of the copper-zinc series during the period 1875 to 1881.
In 1876, approximately five years before the publication of Dr. Thurston’s work, John A. Tobin of the US.Engineer Corps patented the alloy known as Tobin bronze, a high-strength yellow bronze of approximately 60% copper, 1% tin, and 39% zinc composition.
Classification
Because there are hundreds of copper alloys in common use, they are classified in several general groups, based on (1) a similarity of the characteristics of the elements added to copper, and (2) a similarity in the reaction to the various welding processes of the alloys in a given group.
Copper and copper alloys are classified into nine groups:
Copper and Copper Alloy Designations
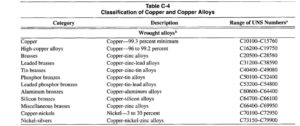
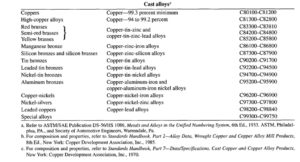
Copper alloys are divided into the wrought and cast alloy categories shown in Table C-4. The Unified Numbering System (UNS) uses a five-digit number (following the prefix letter C to designate copper alloys) to classify metals. Copper alloys lxxxx to 7xxxx are wrought alloys, and 8xxxx and 9xxxx are cast alloys. An alloy manufactured in both a wrought form and cast form can have two UNS numbers, depending on method of manufacture. Copper and copper alloys have commonly used names, such as oxygen-free copper, beryllium copper, Muntz metal,
phosphor bronze, and low-fuming bronze; these names have been replaced with UNS numbers.
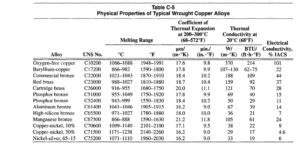
The following physical properties of copper alloys are important to welding, brazing, and soldering: melting temperature range, coefficient of thermal expansion, and electrical and thermal conductivity. Physical properties for some of the most widely used copper alloys are listed in Table C-5. The table includes data for electrical and thermal conductivity, and illustrates
that when alloying elements are added to copper, electrical and thermal conductivity decrease drastically. The electrical and thermal conductivity of an alloy will significantly affect the welding procedures used for the alloy.
Base Metals
Copper alloy base metals are available as (1) sheet metal and plates, (2) pipes and tubes, (3) rods and shafts, (4) wire and cable, (5) bars and extruded architectural shapes, and (6) castings.
Alloying Elements
Copper is capable of alloying with at least thirty of the known elements. Seventeen of these elements, used singly or in combination and in varying proportions, combine with copper in a large number of commercial copper alloys with a wide range of properties. Zinc is the most important commercial alloying element and is used in proportions from 1%to 50% to make approximately fifteen different commercial brasses.
Aluminum. Copper-aluminum alloys may contain up to 15% aluminum as well as additions of iron, nickel, tin, and manganese. The solubility of aluminum in copper is 7.8%, although this is slightly increased with the addition of iron. Alloys with less than 8% aluminum are single phase, with or without iron additions. When the aluminum is between 9 and 15%, the system is two-phase and capable of either a martensitic or a eutectoid type of transformation. Increasing amounts of aluminum increase tensile strength, increase yield strength and hardness, and
decrease elongation of the alloy. Aluminum forms a surface refractory oxide that must be removed during welding, brazing, or soldering.
Arsenic. Arsenic is added to copper alloys to inhibit the dezincification corrosion of copper-zinc alloys in water. Arsenic additions to copper alloys do not cause welding problems unless the alloy also contains nickel. Arsenic is detrimental to the welding of copper alloys that contain nickel.
Beryllium. The solubility of beryllium in copper is approximately 2% at 870°C (1600°F) and only 0.3% at room temperature. Therefore, beryllium easily forms a supersaturated solution with copper that will precipitate in an age-hardening treatment. Because thermal conductivity and melting point decrease with increased beryllium content, the higher beryllium content alloys are more easily welded. Beryllium forms a refractory oxide that must be removed for welding, brazing, or soldering. The welding operator must carefully avoid exposure to beryllium fumes.
Boron. Boron strengthens and deoxidizes copper. Boron deoxidized copper is weldable with matching filler metals, and other coppers are weldable with filler metals containing boron.
Cadmium. The solubility of cadmium in copper is approximately 0.5% at room temperature. The presence of cadmium in copper up to 1.25% causes no serious difficulty in fusion welding because it readily evaporates from copper at the welding temperature. A small amount of cadmium oxide may form in the molten metal, but it can be removed by using a flux.
Cadmium-copper rod is RWMA (Resistance Welding Manufacturers Association) Class 1 alloy. The small amount of cadmium strengthens pure copper while maintaining very high conductivity. This combination of properties makes this material ideal for electrodes used for resistance welding high-conductivity alloys such as aluminum. Because of federal restrictions regarding the use of heavy metals in manufacturing, cadmium-alloyed copper has been essentially
replaced by an over-aged chromium copper. The welding operator must carefully avoid exposure to cadmium fumes.
Chromium. The solubility of chromium in copper is approximately 0.55% at 1038°C (1900°F) and less than 0.5% at room temperature. The phase that forms during age hardening is almost pure chromium. Like aluminum and beryllium, chromium can form a refractory oxide on the molten weld pool that makes oxyfuel gas welding difficult unless special fluxes are used.
Arc welding requires a protective atmosphere over the molten weld pool.
Iron. The solubility of iron in copper is approximately 3% at 1040°C (1900°F) and less than 0.1% at room temperature. Iron is added to aluminum bronze, manganese bronze, and copper-nickel alloys to increase strength by solid solution and precipitation hardening. Iron increases the erosion and corrosion resistance of copper-nickel alloys. Iron must be kept in solid solution or in the form of an intermetallic to maintain the desired corrosion resistance benefit, particularly
in copper-nickel alloys. Iron also acts as a grain refiner. Iron has little effect on weldability when
used within the alloy specification limits.
Lead. Lead is added to copper alloys to improve machinability or bearing properties and the pressure tightness of some cast copper alloys. Lead does not form a solid solution with copper and is almost completely insoluble (0.06%) in copper at room temperature. Lead is present as pure, discrete particles and is still liquid at 327°C (620°F). Leaded copper alloys are hot-short and susceptible to cracking during fusion welding. Lead is the most detrimental alloying element with respect to the weldability of copper alloys. The welding operator must carefully avoid exposure to
lead fumes.
Manganese. Manganese is highly soluble in copper. It is used in proportions of 0.05 to 3.0% in manganese bronze, deoxidized copper, and copper-silicon alloys. Manganese additions are not detrimental to the weldability of copper alloys. Manganese improves the hot working characteristics of multi-phase copper alloys.
Nickel. Copper and nickel are completely solid soluble in all proportions. Although copper-nickel alloys are readily welded, residual elements may lead to embrittlement and hot cracking. There must be sufficient deoxidizer or desulfurizer in the welding filler metal used for copper-nickel to provide a residual amount in the solidified weld metal. Manganese is most often used for this purpose.
Phosphorus. Phosphorus is used as a strengthener and deoxidizer in certain coppers and copper alloys. Phosphorus is soluble in copper up to 1.7% at the eutectic temperature of 650°C (1 200″F), and approximately 0.4% at room temperature. When added to copper-zinc alloys, phosphorus inhibits dezincification. The amount of phosphorus that is usually present in
copper alloys has no effect on weldability.
Silicon. The solubility of silicon in copper is 5.3% at 816°C (1500°F) and 3.6% at room temperature. Silicon is used both as a deoxidizer and as an alloying element to improve strength, malleability, and ductility. Copper-silicon alloys have good weldability, but are hot-short at elevated temperatures. In -welding, the cooling rate through this hot-short temperature range
should be fast to prevent cracking.
Silicon oxide forms on copper-silicon alloys at temperatures as low as 204°C (400°F). This oxide will interfere with brazing and soldering operations unless a suitable flux is applied prior to heating.
Tin. The solubility of tin in copper increases rapidly with temperature. At 788°C (1450″F), the solubility of tin is 13.5%; at room temperature, it is probably less than 1%. Alloys containing less than 2% tin may be single-phase when cooled rapidly.
Copper-tin alloys tend to be hot-short and to crack during fusion welding. Tin oxidizes when exposed to the atmosphere, and this oxide may reduce weld strength if trapped within the weld metal.
Zinc. Zinc is the most important alloying element used commercially with copper. Zinc is soluble in copper up to 32.55% at 927°C (1700°F) and 37% at room temperature. A characteristic of all copper-zinc alloys is the relative ease that zinc will volatilize from the molten metal with a very slight superheat.
Zinc is also a residual element in aluminum bronze and copper-nickel, and may cause porosity or cracking, or both.

