A variation of a welding process that uses multiple-pass welding with filler metal. The use of a small root opening, with either a square groove or a V groove and a small groove angle, yields a weld with a high ratio of depth to width.
This gas metal arc welding (GMAW) process was developed to make narrow welds in thick plates. Successful welds have been made on steel plates up to 20 cm (8 in.) thick. The process is suitable for welding in all positions, and is used on a variety of heavy section carbon and low-alloy steels with minimum distortion.
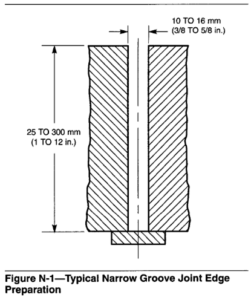
Narrow groove GMAW uses the spray transfer technique. A squared butt joint with a root opening of 6.0 to 9.0 mm (1/4 to 3/8 in.) wide is used for all plate thicknesses. A typical narrow groove joint configuration is shown in Figure N- 1.
Using GMAW to weld joints in the narrow groove configuration requires special precautions to assure that the tip of the electrode is positioned accurately for proper fusion into the sidewalls. Numerous wire feeding methods for accomplishing this have been devised and successfully used in a production environment. Examples of some of these are shown in Figure N-2.
Narrow groove welds have been made with electrode wires ranging from 0.9 to 1.6 mm (0.035 to 1/16in.) diameter. Out-of-position narrow groove welds are preferably made with 0.9 mm (0.035 in.) diameter electrode wires.
Because of the narrow groove opening, relatively high travel speeds are used during welding. If the travel speed is too slow, the weld puddle becomes too large to be controlled. The first layer is deposited against a suitable backing, and because of the high travel speed, is relatively thin. Weld beads are deposited one on top of the other, with approximately 10 passes required for each 25 mm (1 inch) of plate thickness being welded. Close control over the composition of narrow groove welds can be maintained with this technique.
Among the many advantages of narrow groove welding are:
(1) Improved economy because less filler metal is required
(2) Good mechanical properties in both the weld metal and the heat-affected zone because of the relatively low heat input
(3) Improved control of distortion
(4) Fully automatic operation in all welding positions, including overhead, using the spray transfer technique.