Carbide tool tips used for turning metals on a lathe can be brazed with silver base copper-zinc alloys and copper. Silver alloys containing nickel (B Ag-3 and B Ag-4) are preferred because of their improved wettability. The 85% Ag-15% Mn and 85% Cu-15% Mn alloys are suitable for torch brazing. Carbide tip manufacturers’ recommendations for brazing tips should be
consulted. Reference: American Welding Society, Brazing Handbook, Chapter 30, Carbide Tools, Miami, Florida: American Welding Society, 1994.
Brazing Procedures
In general, brazing procedures are as follows:
(1) Make .sure that all joint surfaces on the tip and shank recess are clean. These surfaces can be cleaned by rubbing on silicon carbide abrasive cloth or the flat face of a silicon carbide wheel, then wiping with an organic solvent.
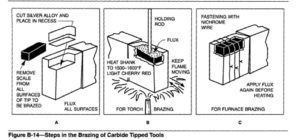
(2) Cut a thin sheet of brazing filler metal to fit into the recess as shown in Figure B-14 (A). An alternate method is to pre-coat all joint surfaces with the braze alloy.
(3) Apply brazing flux (silver or copper) to the shank recess, carbide tip and brazing alloy sheet. Fit the fluxed braze sheet and carbide tip into position on the tool shank.
(4) Apply torch heat to the underside of the shank, as shown in Figure B-14 (B), so the heat will be conducted up to the carbide tip. Use a holding rod to keep the tip in position. Keep the flame in constant motion to avoid hot spots and do not apply it to the tip at any time.
(5) Watch for the flux to become clear and liquid, indicating that the flow temperature of the braze is being approached. Just as soon as the tip can be moved on the molten alloy, withdraw the flame and apply a light pressure with a slight circular motion of the holding rod, to ensure a strong bond and squeeze out excess flux and gas bubbles.
(6) As soon as the braze alloy has solidified, cool the tool slowly in a powdered insulating material, such as mica or lime, to prevent cracking the tip by rapid cooling.
An alternate to torch heating is the use of a controlled atmosphere furnace or a closed muffle furnace. For furnace brazing, the assembly should be wrapped tightly with several strands of Nichrome wire as shown in Figure B-14 (C). In a controlled atmosphere, a flux may not be necessary or may be used sparingly.
Sandwich Brazing
The above procedure applies to carbide tips under 18 mm (3/4 in.) width; for tips over this width and irregularly shaped tips, the sandwich procedure is recommended to minimize shrinkage strains. The “sandwich” is made by using a thin sheet of copper or Constantan (40% Ni, 60%Cu alloy) between two layers of the braze alloy. The same procedure described above can be used, except that the torch flame should be applied to the sides of the shank as well as the bottom, and can be applied to the tip itself after the brazing filler metal has melted. See SILVER ALLOY BRAZING and TOOL BRAZING.