A nonfiller metal electrode used in arc welding, arc cutting, and plasma spraying, made principally of tungsten. .
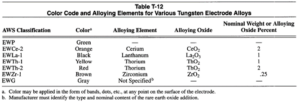
Pure tungsten or tungsten alloy electrodes for gas tungsten arc welding are manufactured in a variety of sizes and lengths. Table T-12 shows specifications and color coding of tungsten electrodes in accordance with the various AWS/ASTM classifications.
As drawn, the tungsten electrodes have a dense, black oxide coating. Before marketing, however, the surface is cleaned, either by chemical cleaning and etching, or by grinding the surface. The chemically cleaned electrodes are usually a bright gray color and have had all surface contaminants or oxides removed. Ground electrodes have been cleaned of all surface impurities by centerless grinding, which gives them the advantage of a bright surface as well as concentricity. The ground finish allows a tighter fit in the torch collet and will reduce electrical resistance losses to a minimum.
Electrodes are manufactured according to ANSU AWS A5.12, Specifications for Tungsten Arc Welding Electrodes, in which the standard diameters of electrodes are 0.25, 0.5, 1.0, 1.6, 2.4, 3.2, 4.0, 4.8 and 6.4 mm (0.010,0.020,0.040, 1/16,3/32, 1/8,5/32, 3/16, and 1/4 in.). The tolerance for the 0.25 mm (0.010 in.) diameter electrode is +/- 0.025 mm (+/-O.001 in.); for the 0.5 mm (0.020 in.) e1ectrode it is +/-0.05 mm (+/-0.002in.). All of the other sizes have a diameter toleranceof +/- 0.08 mm (+/-0.003 in.).
Electrodes are available in 75, 150, 1801,3 00, 450,and 600 mm (3, 6, 7, 12, 18, and 24 in.) lengths, with the three shorter lengths having a +/-1.6 mm (+/- 1/16 in.) tolerance, while the three longer electrodes must be within +/-3.2 mm (+/-1/8 in.) of the specified length. The 0.25 mm (0.010 in.) diameter electrode is also available in coil form.
There are many factors to be considered when selecting proper tungsten electrodes for gas tungsten arc welding. Probably the most influential factor, however, is the type and thickness of base metal. The capability of a tungsten electrode to carry welding current depends on the tungsten alloy used, the electrode diameter, the type and polarity of the current, and the extension of the electrode beyond the collet (the sleeve or tube which holds the electrode).
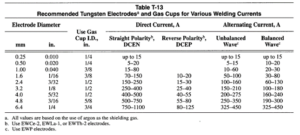
An electrode of a given size will have its greatest current-cawing capacity with direct current, straight polarity (DCEN); less with alternating current, and still less with direct current, reverse polarity (DCEP). Table T-13 lists some of the typical current values which may be used with argon gas shielding. There are, however, other factors which should be carefully considered before selecting an electrode for a specific application.
All tungsten electrodes will do a welding job and may be used in a similar manner. However, each electrode classification contributes distinct advantages to operating characteristics and usability. For this reason, electrode selection must take into account the advantages of one classification of electrodes over another.
Pure tungsten electrodes (EWP) are generally used with alternating current, either balanced wave or continuous high-frequency stabilized. The current carrying capacity of pure tungsten is lower than that of alloy tungsten electrodes.
Pure tungsten electrodes have reasonably good resistance to contamination and maintain a balled end, which is preferred for aluminum and magnesium welding with ac.
Tungsten electrodes alloyed with thoria (thorium oxide), ceria (cerium oxide), lanthana (lanthanum oxide), or zirconia (zirconium oxide) are available commercially. The addition of these oxides makes arc starting easier and produces a more stable arc. Alloyed tungsten electrodes also have about a 50%greater current-carrying capacity for the same diameter pure tungsten electrode. The alloyed electrodes (except zirconiated) are designed basically for direct current (DCEN) welding applications. They can be used on alternating current welding, but considerable difficulty is experienced in maintaining a satisfactory “balled” end.
Zirconium alloyed tungsten (EWZr) is ideal for a-c welding applications because of its high resistance to contamination, as well as good arc starting characteristics. These electrodes are highly recommended for those welding conditions where minute quantities of any type of foreign matter in the weld are intolerable. Zirconium electrodes are used for the welding of aluminum and magnesium. Pure tungsten or zirconium tungsten electrodes form a hemispherical or “balled”end as used. If welding conditions are right, the balled end should be clean, shiny, and as reflective as a mirrored surface.
The primary advantage of the tungsten electrode is a high melting point to prevent contamination of the weld. Melting occurs when the electrode is overheated by excessive welding currents. For the most satisfactory welding operations, electrode temperatures should approach the melting point but not exceed it.
After the classification of electrode is selected, the size of the electrode is selected. Usually, the electrode size selected is near the maximum current range for the particular electrode and type of job. If this is the case, the following must be considered: too small an electrode may result in the molten tip falling off to contaminate the weld, and too large an electrode will produce an arc that will become difficult to control. If the current is correct for the welding operation, the electrode will have a hemispherical end. If the current is too high, a “ball” will form on the end of the electrode. If the diameter of this “ball” exceeds the diameter of the electrode by 1-1/2 times, there is a likelihood that it will drop off to contaminate the weld. For this reason, the welding current should be reduced when these conditions become apparent. See GAS TUNGSTEN ARC WELDING.