A solid-state welding process that produces a weld under compressive force contact of workpieces rotating or moving relative to one another to produce heat and plastically displace material from the faying surfaces. See Figures D-6 and 1-8.
While considered a solid-state welding process, under some circumstances a molten film may be produced at the interface. However, even then the final weld should not exhibit evidence of a molten state because of the extensive hot working during the final stage of the process. Filler metal, flux, and shielding gas are not required with this process. The basic steps in friction welding are shown in Figure F-13.
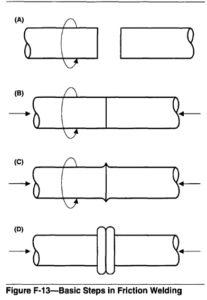
First, one workpiece is rotated and the other is held stationary, as shown in Figure F-l3(A). When the appropriate rotational speed is reached, the two workpieces are brought together and an axial force is applied, as in Figure F-l3(B). Rubbing at the interface heats the workpiece locally and upsetting begins, as in Figure F-l3(C). Finally, rotation of one of the work- pieces stops and upsetting is completed, as in Figure F-13(D).
The weld produced is characterized by a narrow heat-affected zone, the presence of plastically deformed material around the weld (flash), and the absence of a fusion zone.
Energy Input Methods
There are two methods of supplying energy in friction welding. Direct drive friction welding, sometimes called conventional friction welding, uses a continuous input. Inertia friction welding, sometimes called flywheel friction welding, uses energy stored in a flywheel.
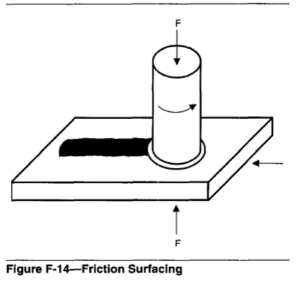
This process variation uses rotational motion of one of the parts, but at the same time adds a relative motion in a direction perpendicular to the axis of rotation. This process is used to deposit material in a solid state mode to a variety of configurations from flat plates to circular or cylindrical shapes. This variation is shown in Figure F-14.
Advantages
Friction welding, like any welding process, has its specific advantages and disadvantages. The following are some advantages of friction welding:
(1) No filler metal is needed.
(2) Flux and shielding gas are not required.
(3) The process is environmentally clean; no arcs, sparks, smoke or fumes are generated by clean parts.
(4) Surface cleanliness is not as significant, compared with other welding processes, since friction welding tends to disrupt and displace surface films.
(5) There are narrow heat-affected zones.
(6) Friction welding is suitable for welding most engineering materials and is. well suited for joining many dissimilar metal combinations.
(7) In most cases, the weld strength is as strong or stronger than the weaker of the two materials being joined.
(8) Operators are not required to have manual welding skills.
(9)The process is easily automated for mass production.
(10) Welds are made rapidly compared to other welding processes.
(11) Plant requirements (space, power, special foundations, etc.) are minimal.
Limitations
Some limitations of the process are as follows:
(1) In general, one workpiece must have an axis of symmetry and be capable of being rotated about that axis.
(2) Preparation and alignment of the workpieces may be critical for developing uniform rubbing and heating, particularly with diameters greater than 50 mm (2 in).
(3) Capital equipment and tooling costs are high.
(4)Dry bearing and nonforgeable materials cannot be welded.
(5)If both parts are longer than 1 m (3 ft), special machines are required.
Friction welding can be used to join a wide range of similar and dissimilar materials, including: metals, some metal matrix composites, ceramics, and plastics.
Some combinations of materials that have been joined according to the literature and equipment manufacturers’ data are indicated in Figure F-15. This table should only be used as a guide. Specific weldability may depend upon a number of factors including specific alloy compositions, applicable process variation, component design, and service requirements.
Applications
Friction welded parts in production applications span the aerospace, agricultural, automotive, defense, marine, and oil industries. Everything from tong holds on forging billets to critical aircraft engine components are friction welded in production.
Automotive parts which are manufactured by friction welding include gears, engine valves, axle tubes, drive line components, strut rods and shock absorbers.
Hydraulic piston rods, track rollers, gears, bushings, axles and similar parts are commonly friction welded by the manufacturers of agricultural equipment. Friction welded aluminum/copper joints are in wide usage in the electrical industry. Stainless steels are friction welded to carbon steel in various sizes for use in marine drive systems and water pumps for home and industrial use. Friction welded assemblies are often used to replace expensive castings and forgings.
Safety
Friction welding machines are similar to machine tool lathes in that one workpiece is rotated by a drive system. They are also similar to hydraulic presses in that one workpiece is forced against the other with high loads. Safe practices for lathes and power presses should be used as guides for the design and operation of friction welding machines. Typical hazards include high noise levels, high rotational speeds, and flying particles.
Machines should be equipped with appropriate mechanical guards and shields as well as two-hand operating switches and electrical interlocks. These devices should be designed to prevent operation of the machine when the work area, rotating drive, or force system is accessible to the operator or other personnel.
Operating personnel should wear appropriate eye and ear protection and safety apparel commonly used with machine tool operations. Ear protection should be provided to guard against high noise levels produced during friction welding. In any case, applicable OSHA standards should be strictly observed.
The machine manufacturer’s literature should be studied for complete safety precautions.

Technical Resources
Further information on friction welding, such as types of relative motion, relationship between variables, joint design, friction welding equipment, welding procedures, tooling and :fixtures, heat treatment, testing and inspection, and recommended reading list can be found in the Welding Handbook, 8th Edition, Vol 2, published by the American Welding Society, Miami, Florida, 1991. See also DIRECT DRIVE FRICTION WELDING and INERTIA FRICTION WELDING.