A welding process that produces coalescence with the heat from a laser beam impinging on the joint. The process is used without a shielding gas and without the
application of pressure.
The focused, high power coherent monochromatic light beam used in laser beam welding causes the metal at the point of focus to vaporize, producing a deep penetrating column of vapor extending into the base metal. Yttrium aluminum garnet (YAG) lasers are used for spot and seam welding of thin materials. For welding thicker materials, multi-kilowatt carbon dioxide gas laser systems are available. Such systems pro-
vide power densities of 10 kW/mm2 (6.5 MW/in.*).
Continuous power provides a high power laser with deep penetration welding capability.
Laser beam welding is a high-speed process ideally suited to automation, although it requires good joint fit-up. The high cost of equipment relegates applications to high-volume production or to critical weldments requiring unique characteristics. The equipment is very sophisticated but is designed for use by welding operators who may not be skilled manual welders.
Process Advantages
Major advantages of laser beam welding include the following:
(1)Heat input is close to the minimum required to fuse the weld metal; thus, metallurgical effects in heat-affected zones are reduced, and heat-induced workpiece distortion is minimized.
(2) Single pass laser welding procedures have been qualified in materials of up to 32 mm (1-1/4 in.) thick, thus allowing the time to weld thick sections to be reduced and the need for filler wire (and elaborate joint preparation) to be eliminated.
(3) No electrodes are required; welding is performed with freedom from electrode contamination, indentation, or damage from high resistance welding currents. Because LBW is a non-contact process, distortion is minimized and tool wear is essentially
eliminated.
(4) Laser beams are readily focused, aligned, and directed by optical elements. Thus the laser can be located at a convenient distance from the workpiece, and redirected around tooling and obstacles in the workpiece. This permits welding in areas not easily accessible with other means of welding.
(5)The workpiece can be located and hermetically welded in an enclosure that is evacuated or that contains a controlled atmosphere.
(6) The laser beam can be focused on a small area, permitting the joining of smali, closely spaced components with tiny welds.
(7) A wide variety of materials can be welded, including various combinations of different type materials.
(8) The laser can be readily mechanized for automated, high-speed welding, including numerical and computer control.
(9) Welds in thin material and on small diameter wires are less susceptible to burn-back than is the case with arc welding.
(10) Laser welds are not influenced by the presence of magnetic fields, as are arc and electron beam welds; they also tend to follow the weld joint through to the root of the workpiece, even when the beam and joint are not perfectly aligned.
(11)Metals with dissimilar physical properties, such as electrical resistance, can be welded.
(12) No vacuum or X-ray shielding is required.
(13) Aspect ratios (Le., depth-to-width ratios) on the order of 1O:l are attainable when the weld is made by forming a cavity in the metal, as in keyhole welding.
(14) The beam can be transmitted to more than one work station, using beam switching optics, thus allowing beam time sharing.
Process Limitations
Laser beam welding has certain limitations when compared to other welding methods, among which are the following:
(1) Joints must be accurately positioned laterally under the beam and at a controlled position with respect to the beam focal point.
(2) When weld surfaces must be forced together mechanically, the clamping mechanisms must ensure
(3) The maximum joint thickness that can be laser beam welded is somewhat limited. Thus weld penetrations much greater than 19 mm (0.75 in.) are not presently considered to be practical production LBW applications.
(4) The high reflectivity and high thermal conductivity of some materials, such as aluminum and copper alloys, can affect their weldability with lasers.
(5)When performing moderate-to-high power laser welding, an appropriate plasma control device must be employed to ensure that weld reproducibility is achieved.
(6) Lasers tend to have a fairly low energy conversion efficiency, generally less than 10%.
(7) As a consequence of the rapid solidification characteristic of LBW, some weld porosity and brittleness can be expected.
Weld Processing Modes
There are two distinctly different modes of energy transfer in laser welding which are commonly referred to as conduction mode welding and keyhole mode welding. It is the power density incident on the material surface, as well as the material properties, which ultimately determine which mode is present for a given weld.
Conduction Mode Welding. In conduction mode welding, the laser beam does not produce sufficient vaporization pressure to displace the weld pool, form a cavity, and allow the beam to emerge directly at the root of the weld. Instead, the incident beam energy on
the weld pool surface is transferred to the root of the weld solely by conductive and convective heat flow in the molten metal. For a given weld diameter, conduction limited welding has a maximum penetration value at which no further penetration can be obtained without creating a cavity. The maximum aspect ratio (pool depth divided by pool width) for conduction mode welding is between 0.5 and 1.0.
Conduction mode welding can be obtained either with continuous wave lasers or with pulsed power lasers and with either low or high power. Selection of parameters and focusing optics that result in small vapor plumes and the absence of spatter are necessary
to insure conduction mode welding.
Keyhole Mode Welding. Keyhole mode welding occurs when the power density of the beam is about 106 W/ cm2 (6.45 X 106 W/in2) or greater. The material at the interaction point melts and vaporizes. The vapor recoil pressure, surface tension, and other phenomenon create a deep cavity. This cavity is a high-pressure region surrounded by walls of molten metal. As the workpiece moves relative to the beam, the cavity is sustained, and the molten metal flows from the front edge of the cavity around the sides of the cavity in a direction opposite to the travel direction, and solidifies at the trailing edge forming a narrow fusion zone or weld.
Applications
Laser beam welding is being used for an extensive variety of applications such as in the production of automotive transmissions and air conditioner clutch assemblies. In the latter application, laser welding permits the use of a design that could not otherwise be manufactured. The process is also being used in the production of relays and relay containers and for sealing electronic devices and heart pacemaker cases. Other applications include the continuous welding of aluminum tubing for thermal windows and for refrigerator doors.
Successful laser welding applications include welding transmission components (such as synchro gears, drive gears and clutch housings) for the auto industry. These annular and circumferential-type rotary welds need from 3 to 6 kW of beam power, depending on the weld speed being employed, and require penetrations which typically do not exceed 3.2 mm (0.125 in.). Materials welded are either carbon or alloy steels. In
some cases, such as the gear teeth, they have been selectively hardened before welding. There are many advantages to laser welding such assemblies. The low heat input provided by the laser does not affect the pre-hardened zones adjacent to the weld. Also, this low heat input produces a minimal amount of distortion so that precision stampings can often be welded to finished dimensions. Since the ease of automation and high weld-speed capability of the laser process makes it ideal for automotive-type production, a number of these systems have been installed in the automotive industry.
Figure L-5 shows a laser weld in an automotive transmission component. This operation involved welding a threaded annular boss onto a circular ring. Here a 2.5 kW C02laser was used to provide a 4.8 mm (0.181 in.) deep weld at 1.5 dmin (60 in./min),
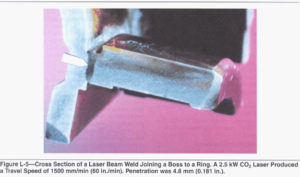
employing helium shielding gas.
Metals Welded
Laser beam welding can be used for joining most metals to themselves as well as dissimilar metals that are metallurgically compatible. Low-carbon steels are readily weldable, but when the carbon content exceeds 0.25% martensitic transformation may cause brittle welds and cracking. Pulsed welding helps minimize the tendency for cracking. Fully killed or semi-killed steels are preferable, especially for structural applications, because welds in rimmed steel may have voids. Steels having high amounts of sulfur and phosphorus may be subject to hot cracking during welding. Also, porosity may OCCUI in free machining steels containing sulfur, selenium, cadmium, or lead.
Most of the 300 series stainless steels, with the exception of free machining Types 303 and 303Se and stabilized Types 321 and 347, are readily weldable. Welds made in some of the 400 series stainless steels can be brittle and may require post weld annealing.
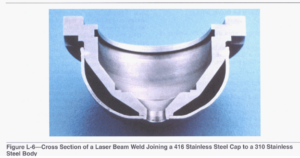
Figure L-6 shows the cross section of a 416 stainless steel cap welded onto a 310 stainless steel body, using a 750 W C02 laser at 114 cdmin (45 in./min) weld speed. Penetration into the body component was 1.27 mm (0.05 in.). Many heat resistant nickel and iron based alloys are being welded successfully with laser beams. Titanium alloys and other refractory alloys can be welded in this way, but an inert atmosphere is always required to prevent oxidation.
Copper and brass are often welded to themselves and other materials with specialized joint designs used for conduction welding. Aluminum and its weldable
alloys can be joined for partial penetration assembly welds and are commonly joined by pulsed conduction welds for hermetically sealed electronic packages. Joint designs must retain aluminum in tension.
Refractory metals such as tungsten are often conduction welded in electronic assemblies, but require higher power than other materials. Nickel-plated Kovar is often used in sealing welds for electronic components, but special care is required to ensure that the plating does not contain phosphorous, which is usually found in the electroless nickel plating process commonly used for Kovar parts that are to be resistance welded.
Dissimilar metal joints are commonly encountered in conduction welds where the twisting of conductors forms a mechanical support that minimizes bending of potentially brittle joints. Dissimilar metals having different physical properties (reflectivity, conductivity and melting points) are often joined in the welding of conductors. Special techniques such as adding extra turns of one material to the joint as opposed to the other may be required to balance the melting characteristics of the materials. Some of these concepts can also be applied to structural and assembly welds, but the possibilities are much more limited.