A thermal cutting process that severs metal by locally melting or vaporizing with the heat from a laser beam. The process is used with or without assist gas to aid the removal of molten and vaporized material. See LASER BEAM AIR CUTTING, LASER BEAM EVAPORATIVE CUTTING, LASER BEAM INERT GAS CUTTING, and LASER BEAM OXYGEN CUTTING.
The source of heat for laser beam cutting is a concentrated coherent light beam that impinges on the workpiece to be cut. A combination of melting and evaporation provides the mechanism for removal of material from the kerf. High-power lasers have unique advantages for cutting applications, including capability to cut any metal and producing a narrow kerf and heat-affected zone. High cutting speeds are achieved,
and the equipment is adaptable to computer control.
A laser is a heat source with some unique characteristics. Relatively modest amounts of laser energy can be focused to very small spot sizes, resulting in high power densities. In cutting and drilling, these power densities are in the range of 104 to 106 W/mm2 (6.5 X l06 to 6.5 x 108 W/h2). Such high concentrations of energy cause melting and vaporization of the work piece material, and material removal is enhanced by a jet of gas. Depending on the material, a jet of reactive gas such as oxygen can be applied coaxially with the beam, improving process speed and cut edge quality.
Among laser material processing applications, cutting is the most common process: its use has quickly grown worldwide. The first laser material processing
application was drilling diamonds for wire drawing dies. Today, laser cutting and the related processes of drilling, trimming, and scribing account for more than 50% of the international industrial laser installations.
A high-power C02 laser can cut up to25 mm (1 in.) thick carbon steel. However, good quality cuts on steel are typically made on metal thinner than 9.5 mm (0.375 in.), because of the limited depth of focus of the laser beam. C02 lasers in the range of 400 to 1500 W dominate the cutting area. Neodymium-doped, yttrium aluminum garnet (Nd:YAG) lasers are also used.
Laser cutting has the advantages of high speeds, narrow kerf widths, high-quality edges, low-heat input, and minimal workpiece distortion. It is an easily automated process that can cut most materials. The cut geometry can be changed without the major rework required with mechanical tools: there is no tool wear involved, and finishing operations are not usually required. Within its thickness range, it is an alternative to punching or blanking, and to oxyfuel gas and plasma arc cutting. Laser cutting is especially advantageous for prototyping studies and for short production runs. Compared to most conventional processes, noise, vibration, and fume levels involved in laser cutting are quite low.
Metals which can be cut by the laser beam process include carbon steel, alloy steel, stainless steel, aluminum, copper and copper alloys, nickel base alloys, and
titanium and its alloys. Nonmetals such as alumina and quartz can also be cut, along with organic materials, such as cloth and the spectrum of plastics. Some types of composite materials with organic matrices can be cut. Lasers have been successfully used to cut several types of metal-matrix composites.
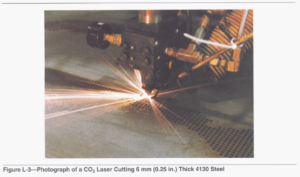
Figure L-3 shows a C02 laser cutting holes in 6 mm (0.25 in.) thick 4130 steel.
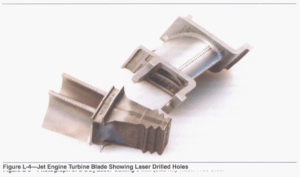
Laser Drilling. Hole diameters produced by laser beam drilling typically range from about 0.0025 to 1.5 mm (0.0001 to 0.060 in.). Depths achieved are usually less than 25 mm (1 in.) because of beam focusing limitations. Examples of laser drilling on a jet engine compressor blade and a rotor component are shown in Figure L-4.
The process produces clean holes with very small recast layers. When large holes are required, a trepanning technique is used where the beam cuts a circle with the required diameter.
Drilling with a laser is a pulsed operation involving higher power densities and shorter dwell times than laser cutting. Holes are produced by single or multiple pulses. Laser drilling is a cost-effective alternative to mechanical drilling, electro-chemical machining, and electrical-discharge machining for making holes of relatively shallow depths.
Laser drilling shares most of the advantages found in laser cutting. It is especially advantageous when the required bole diameters are less than 0.5 mm (0.020 in.) and when holes are to be made in areas inaccessible to conventional tools. Beam-entry angles
can be very close to zero, a situation where mechanical tools are susceptible to breakage. The industrial laser drilling area is dominated by Nd:YAG lasers.