Heating a material from within by causing an electric current to flow through the material by electromagnetic induction. It is essential that the material being heated is not a part of any closed electric circuit supplied from a source of electric energy, as is the case with resistance welding.
Fundamentals
Induction heating is a phenomenon caused by an alternating magnetic field. The field occurs in the area surrounding a conductor carrying an alternating current, and the reversals of the magnetic field follow the reversals of current in the conductor. Magnetic material, if placed within this field, is heated by both hysteresis and eddy current losses. Hysteresis loss is caused by molecular friction within the material, and the magnitude of this loss is directly proportional to the frequency of the magnetic field. Eddy current losses are resistance losses resulting from small circulating currents within the material. This loss is proportional to the square of the frequency and the square of the current flowing in the field-producing conductor.
Induction heating will produce a fast, localized heat that is controllable within close limitations to a predetermined temperature; these qualities make this heating process adaptable to many mass production manufacturing applications. Wear resistance of pinion gears, splines and journals
on shafts can be improved by selective hardening.
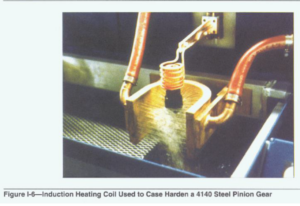
A system for hardening a small pinion gear of AISI 4140 steel provides a case extending 0.50 to 0.75 mm (0.020 to 0.030 in.) below the roots of the gear teeth. As shown in Figure 1-6, the gear is moved from the loading position into the induction coil on a pop-up rotary spindle. After being heated, it is lowered to the quench position. The unit is serviced by a 60-kW/150 to 400 kHz induction generator.
Skin Effect. The higher the frequency of the induction heater power supply, the more the induced voltage tends to concentrate in the outer layers (skin effect) of the workpiece. Thus, the induction heater can produce a hardened outer surface of the workpiece while leaving the inner surface relatively unchanged.