A brazing process that uses heat from the resistance of the workpieces to induced electric current.
Induction brazing uses a non-ferrous filler metal with a melting point above 425C (800F), but below that of the base metals. The filler metal is distributed in the joint by capilaarry action.
Brazing by induction heating is accomplished by placing the joint to be brazed in an alternating magnetic field. Either magnetic or non-magnetic materials may be induction-brazed.
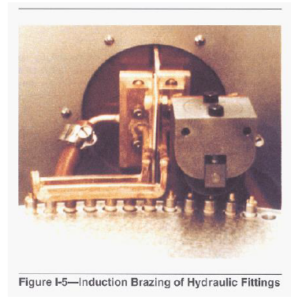
Induction brazing of hydraulic fittings is shown in Figure 1-5. The fittings are placed in a reversing magnetic field generated in the copper bracket to the left of center. Parts are prefluxed and preformed filler material is placed prior to heating.
The heating of non-magnetic material depends solely on eddy current losses. Eddy current losses are a function of the frequency of current reversal of the magnetic field, which in turn is determined by the frequency of the current reversals in the conductor. Because the resistance of non-ferrous (non-magnetic) metals is usually less than that of ferrous (magnetic) metals, this loss is comparatively small, so a stronger magnetic field must be used to obtain comparable heating results. It is necessary, therefore, to go to high frequencies in order to increase the heating effect. See INDUCTION HEATING.