A solid-state welding process that produces a weld by heating the workpieces to welding temperature and applying blows sufficient to cause permanent deformation at the faying surfaces. See also COLD WELDING, DIFFUSION WELDING, and HOT PRESSURE WELDING.
Forge welding was the earliest welding process and the only one in common use until well into the nineteenth century. Blacksmiths used this process. Pressure vessels and steel pipe were among the industrial items once fabricated by forge welding. The process finds some application with modern methods of applying the heat and pressure necessary to achieve a weld. The chief present day applications are in the production of tubing and clad metals.
Principles of Operation
The sections to be joined by forge welding may be heated in a forge, furnace, or by other appropriate means until they are very malleable. A weld is accomplished by removing the parts from the heat source, superimposing them, and then applying pressure or hammer blows to the joint.
Heating time is the major variable that affects joint quality. Insufficient heat will fail to bring the surfaces to the proper degree of plasticity, and welding will not take place. If the metal is overheated, a brittle joint of very low strength may result. The overheated joint is likely to have a rough, spongy appearance where the metal is severely oxidized. The temperature must be uniform throughout the joint interfaces to yield a satisfactory weld.
Process Modes
Hammer Welding. In hammer welding, coalescence is produced by heating the parts to be welded in a forge or other furnace and then applying pressure by means of hammer blows. Manual hammer welding is the oldest technique. Pressure is applied to the heated members by repeated high-velocity blows with a comparatively light sledge hammer. Modern automatic and semiautomatic hammer welding is accomplished by blows of a heavy power-driven hammer operating at low velocity. The hammer may be powered by steam, hydraulic, or pneumatic equipment.
The size and quantity of parts to be fabricated will determine the choice of either manual or power-driven hammer welding. This process may still be used in some maintenance shops, but it largely has been replaced by other welding processes.
Die Welding. This is a forge welding process where coalescence is produced by heating the parts in a furnace and then applying pressure by means of dies. The dies also shape the work while it is hot.
Metals Welded
Low carbon steels in the form of sheets, bars, tubing, pipe and plates are the metals most commonly joined by forge welding.
The major influences on the grain structure of the weld and heat-affected zone are the amount of forging applied and the temperature at which the forge welding takes place. A high temperature is generally necessary for the production of a sound forge weld. Annealing can refine the grain size in a forge welded steel joint and improve joint ductility.
Thin, extruded sections of aluminum alloy are joined edge-to-edge by a forge welding process with automatic equipment to form integrally stiffened panels. The panels are used for lightweight truck and trailer bodies. Success of the operation depends upon the use of correct temperature and pressure, effective positioning and clamping devices, edge preparation, and other factors. Although the welding of aluminum for this application is called forge welding, it could be classified as hot pressure welding because the edges to be joined are heated to welding temperature and then upset by the application of pressure.
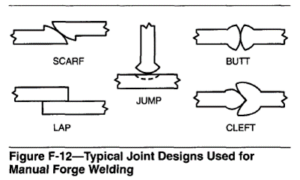
Joint Design. The five joint designs applicable to manual forge welding are the lap, butt, cleft, jump, and scarf types shown in Figure F-12. The joint surfaces for these welds are slightly rounded or crowned. This shape ensures that the center of the pieces will weld first so that any slag, dirt, or oxide on the surfaces will be forced out of the joint as pressure is applied. Scarfing is the term applied to the preparation of the workpieces of forge welding. Similarly, the prepared surface is referred to as a scarfed surface. Each workpiece to be welded must be upset sufficiently for an adequate distance from the scarfed surface to provide metal for mechanical working during welding.
Flux
In the forge welding of certain metals, a flux must be used to prevent the formation of oxide scale. The flux and the oxides present combine to form a protective coating on the heated surfaces of the metal. This coating prevents the formation of additional oxide and lowers the melting point of the existing oxide.
Two commonly used fluxes for steels are silica sand and borax (sodium tetra borate). Flux is not required for very low-carbon steels (ingot iron) and wrought iron because their oxides have low melting points. The flux most commonly used in the forge welding of high-carbon steels is borax. Because it has a relatively low fusion point, borax may be sprinkled on the metal while it is in the process of heating. Silica sand is suitable as a flux in the forge welding of low-carbon steel.

