Farm implement repair is of ongoing importance to agricultural communities and the welding shops which serve them, and constitutes a challenging variety of repair work for the welder.
The first step in the repair of farm implements is to identify the metal from which the broken component is made, and that will determine the process and filler metal required for the repair. Many components of farm implements are castings which are made of malleable iron, and should be brazed as described under CAST IRON, Malleable.
Tractor Wheels. Modern tractor wheels are fabricated from forged steel, aluminum, and sometimes magnesium, and can be readily welded. If a spoke is broken loose from a forged steel hub, the repair can be made with shielded metal arc welding (SMAW). See
SHIELDED METAL ARC WELDING; See also ALUMINUM and MAGNESIUM.
Older tractor wheels were made with cast iron hubs, with the spokes cast into the hub at the time the hub was made. The spokes were riveted to a steel rim, and repairs were made by brazing. If a spoke of an older wheel is broken loose in the hub, it should be cut free where it is riveted at the rim and then brazed to the hub, using as little heat as possible. After the brazing has been completed between the spoke and the hub, the other end of the spoke can be
quickly welded to the rim with steel welding rods, and the distortion of the rim will be very slight. It is necessary, however, to wait until the spoke and the braze at the hub are cold before making the weld in the rim.
Plowshares. Plowshares are made from various grades of steel for service in different types of soil. One type of plowshare is called a crucible share, probably because it was originally made from crucible steel. Most of these shares are made of open-hearth steel containing approximately 0.55 to 0.65% carbon, varying with the manufacturer’s specifications.
Another type is a soft-center plowshare. It is a tough plowshare with hard outer surfaces that will withstand rough usage. This type is made of three sheets of steel placed together; the center section is a low-carbon steel and the outside faces are steel with a
higher carbon content. These three sheets of steel are preheated and welded together, using SMAW.
A third type of plowshare is made of chilled cast iron (white iron) and is used in districts where the soil is partly composed of sharp sand. Chilled cast iron is very hard and very brittle, consisting largely of cementite. If used in a district where stones or rocks
are part of the soil, this type would be subject to breaking.
The soft-center share has a hard surface, and while not as hard as chilled cast iron, it is tougher. The crucible steel share is hardened throughout and is used in many soils where other types are not practical.
Repairs. If the point of the plowshare has worn off, it can be repaired by cutting off the old point and welding a new forged point to replace the old one. If the edge is completely worn down and the point is gone, it may be necessary to use the “three-piece
method” of repair, a process in which three new pieces of high-carbon steel are welded to the old share to build it out to its original shape. In this process, an edge piece, or blade, and two point pieces (one placed under the share and the other on top), are welded
together to form a new point. High-carbon or alloy steel welding rods or electrodes are recommended for the edge and in building up the point; but if desired, low-carbon rods can be used on the land side where the wear is not as great.
One-Piece Design. Another method commonly used consists of welding a new part to the old share, which amounts to a rather wide cutting edge and point forged all in one piece. The worn portion of the share is cut off with a cutting torch, and the new section is clamped to the old section or held in a jig. The weld is made with a gas or arc torch.
Forged Point. If the cutting edge of the share is not so badly worn that an entirely new edge is necessary and only the point is worn away, the worn point can be cut off with the cutting torch and a new forged point welded to it. The original shape of the share should be carefully preserved so that it will have a controllable digging effect. These forged points are available in a grade of steel which can be heat treated and will produce an acceptable repair job. The electrode or welding rod must match the grade of steel in the plowshare as closely as possible. If they are not well matched, the repaired section might wear hollow or form a groove along the weld.
Welding Rods and Electrodes
Many welders make the mistake of welding parts, including forged points, to the plowshare with a welding rod or electrode that is too low in carbon. Most plowshares are heat treated after welding, and unless the weld metal is high enough in carbon content, it will remain soft and unaffected by the heat treatment. This means that there will be a soft spot which will wear to a greater extent than the harder metal on both sides of the joint.
Low-carbon rods are not recommended for this type of work. Many high-strength rods and electrodes are available which contain more carbon, and some contain alloying elements such as chromium, nickel, and vanadium, all of which will produce a better grade of weld metal for these repairs. Although these rods are more expensive than the low-carbon grades, the rods should be selected to match the steel in the plowshare,
the points, edges and other parts, (which are also expensive). This will accomplish the purpose of the repair, which is to make a serviceable joint. When a soft, low-carbon steel rod is used, the weld metal will not harden in subsequent heat treatment. Some welders make a practice of welding the land side of the share with low-carbon rod, and use a high-carbon rod on the edge and share portion. Even this is poor practice because the combination of unlike steels in the adjacent parts makes it impossible to harden the land side weld in any subsequent heat treatment.
Heat Treatment
After the weld has been made, it should not be hammered while still hot from the heat of the torch or arc, but should be allowed to cool, then reheated to the proper temperature and forged. During welding, strains are set up in the metal and the heat is irregular. If forging or hammering occurs just as the weld is completed, these strains have not yet adjusted, and the entire area surrounding the section being hammered is not at the same temperature. It may be at red heat immediately at the weld area, but this red tapers off to a black, or lower heat. For this reason, it is a much better practice to cool the weld; then reheat the workpiece and forge, reheat again, and cool; subsequently applying such heat treatment as may be necessary to produce the required hardness. Steel which is too high in carbon content and tempered to too great a degree of hardness may be too brittle for the purpose, so the exact heat treatment to produce the required hardness
can only be determined by the knowledge and experience of the welder.
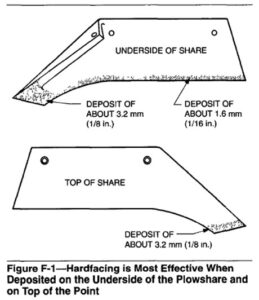
Hardfacing. Hardfacing a plowshare can increase the effective service life by three to five times, depending on the abrasiveness of the soil in which it is used. See HARDFACING.
The metal used for hardfacing may be deposited on the underside of the plowshare, as indicated in Figure F-1, and on the top of the point, which will permit
excellent scouring of the top of the share. In some localities welders prefer to deposit the hardfacing metal on the top and allow the underside to be sharp- ened by wear. In this application, the hardfacing must be ground smooth so that proper scouring will take place. In some soils scouring is not as important as in others, and the welder may find that a hardfacing deposit on the top side will be preferable.
Another consideration is the type of metal which should be used for building up a badly worn implement. If the part were new, it would be necessary to hardface only the wearing surfaces with a grade of alloy suitable for its expected service. New parts, how-
ever, are not always hardfaced, or they are not hardfaced often enough to prevent the points from wearing down and becoming blunt, dull, and very different from their original shapes. When in this condition, the point should built up to its original shape before the hardfacing metal is applied.
If an ordinary steel welding rod is used to build up the point, the weld metal will be much too soft to stand up during service, and the hardfacing might be pounded down into the softer undercoating. Special high-carbon steel or other alloy rods are made specifically for building up the point to its proper shape before hardfacing rods are applied to it. Since hardfacing rods are made of expensive metals, however, it is an acceptable practice to build up the part almost to its original shape with a less expensive metal which will answer the requirements for hardness and strength, and then overlay the surface with the hardfacing metal.
Broken Gear Teeth
A relatively simple job which frequently comes into the farm shop is repairing cast iron gears with one or more broken teeth. Gear teeth can be repaired or built up using the oxyacetylene welding process with a good grade of cast iron or bronze rod.
With either cast iron or bronze rod, the important requirement is using a flux. The metal should be deposited carefully to minimize postweld grinding. A No. 7 tip with neutral flame is recommended for this purpose.
The job of rebuilding or replacing the internal teeth on the power lift wheel of a plow is somewhat more difficult because it is impossible to grind the teeth to size after the rebuilding job is complete. The teeth must be carefully shaped and sized with the torch during rebuilding. A cast iron deposit seems to offer the only successful solution for jobs of this nature.
Ensilage Cutter Blades
Ensilage cutter blades which have been broken or nicked can be repaired using the following method:
(1) Place a 6 mm (1/4 in.) square bar of medium carbon steel along the tapered side of the blade, with the blade laid flat and resting on the steel bar.
(2) Make several tack welds with the arc welding torch.
(3) Make an arc weld in the groove formed by the square steel bar and the tapered face of the blade.
(4) Turn the blade to rest on the side to which the bar has been welded, which is the back of the blade.
(5)Apply hardfacing. The hardfacing material fills the opening between the square steel bar and the old edge of the blade.
(6) Grind on the back to smooth the hardfacing metal, and grind a new taper on the front of the blade to form an edge in the hardfacing. Blades can be repaired in this way even though badly chipped or nicked. Often the hardfacing on the back of the blade is applied with the torch. Cutter blades are ordinarily made of high-carbon steel, rang-
ing from about 0.70 to 0.80% carbon.
Based on the representative descriptions of these repair jobs, it is obvious that the job shop welder must master a variety of tasks, although almost every break will be in some way similar to the one which has previously been fixed. See CAST IRON, Arc Welding; CAST IRON, OXYACETYLENE WELDING, BRAZING,CARBIDE TOOLS; TOOL BRAZING, TOOL WELDING, HARDFACING, ELECTRODE, STEEL, Cast; MAGNESIUM ALLOYS.

