With minor modifications, the welding procedures used for joining steel are applicable to nickel alloys, such as nickel-copper, or nickel-chromium. Since a number of processes are capable of producing satisfactory joints, the selection can be determined by the following considerations:
(1) Corrosive environment to which the product will be exposed (to establish whether welding, silver brazing or soft soldering is applicable)
(3) Design of the product
(4) Design of the individual joints in the product
Filler Metals and Fluxes
Covered Electrodes. In most cases, the weld metal composition from a covered electrode resembles that of the base metal with which it is used. Invariably, its chemical composition has been adjusted to satisfy weldability requirements; usually additions are made to control porosity, enhance micro cracking resistance, or improve mechanical properties. Covered electrodes normally have additions of deoxidizing ingredients such as titanium, manganese, and niobium. ANSI/ AWS A5.11, Specification for Nickel and Nickel Alloy Welding Electrodes for Shielded Metal Arc Welding, is used almost universally in filler metal selection. Sometimes military specifications will apply, such as the MIL-E-22200 series, but they duplicate the AWS specification in most respects.
Fluxes. Fluxes are available for submerged arc welding of many nickel alloys. Fluxes, in addition to protecting the molten metal from atmospheric contamination, provide arc stability and contribute important additions to the weld metal. Therefore, the filler metal and the flux must be jointly compatible with the base metal. An improper flux can cause excessive slag adherence, weld cracking, inclusions, poor bead contour, and undesirable changes in weld metal composition. Fluxes used to weld carbon steel and stainless
steel are not suitable.
Cleanliness is the single most important requirement for successful welding of nickel alloys. At high temperatures, these alloys are susceptible to embrittlement by many low-melting substances. Such substances are often found in materials used in normal
manufacturing processes. Nickel alloys are embrittled by sulfur, phosphorus, and metals with low melting points such as lead, zinc, and tin. Lead hammers, solders, and wheels or belts loaded with these materials are frequent sources of contamination. Detrimental
elements are often present in oils, paint, marking crayons, cutting fluids, and shop dirt.
Nickel alloys are weldable by all the processes commonly used for steel and other base metals. Welded joints can be produced to stringent quality requirements in the precipitation-hardenable group, as well as the solid-solution group.
Applicable Processes. Some arc welding processes broadly applicable to nickel alloys are identified by individual alloy in Table N-5. Note that the shielded metal arc welding (SMAW) and gas metal arc welding (GMAW) processes are not applicable to the welding of the precipitation-hardenable alloys. Covered electrodes for welding the age-hardenable alloys suffer from dramatically reduced mechanical properties of the weld and interbead slag adhesion, while the GMAW process results in high heat input, to which
most of the age-hardenable alloys are sensitive.
Heat input Limitations. High heat input during welding may produce undesirable changes in nickel alloys. Some degree of annealing and grain growth will take place in the heat-affected zone (HAZ). The heat input of the welding process and the preheat temperature
will determine the extent of these changes. High heat input may result in excessive constitutional liquation, carbide precipitation, or other harmful metallurgical phenomena. These, in turn, may cause cracking or loss of corrosion resistance.
Gas Tungsten Arc Welding (GTAW)
Gas tungsten arc welding is widely used in the welding of nickel alloys, especially for the following applications:
(1) Thin base metal
(2) Root passes when the joint will not be back-welded
(3) When flux residues from the use of coated electrodes would be undesirable.
The GTAW and plasma arc welding processes are also the best joining processes for welding the precipitation-hardenable alloys.
Shielding Gases. The recommended shielding gas is helium, argon, or a mixture of the two. Smdl quantities of hydrogen (about 5%)may be added to argon for single-pass welds. The hydrogen addition produces a hotter arc because of its higher voltage gradient. However, hydrogen may cause porosity in multiple-pass welds with some alloys. The choice of shielding gas for arc characteristics and depth of fusion shape
should be based on trial welding for the particular production weld.
Electrodes. Either pure tungsten or those alloyed with thorium, cerium or lanthanum may be used. A 2% alloyed electrode will give good results for most GTAW welding. The alloyed electrodes yield longer life, resulting from low vaporization of the electrode and cooler operation. It is important to avoid overheating the electrode through the use of excessive current. Arc stability is best when the tungsten electrode is ground to a flattened point. Cone angles of 30 to 60 degrees with a small flat apex are generally used. The point geometry, however, should be designed for the particular application and can vary from sharp to flat. With higher amperages, the use of a larger diameter flat area is often desirable. The shape of the electrode has an effect on the depth of fusion and bead
width, with all other welding conditions being equal. Thus, the welding procedure should spell out its configuration.
Welding Current. The polarity recommended for both manual and mechanized welding is direct current electrode negative (DCEN). Frequently incorporated in the welding machine is a high-frequency circuit to enhance arc initiation and a current-decay unit to gradually decrease the size of the weld crater when breaking the arc.
Alternating current can be used for mechanized welding if the arc length is closely controlled. Super-imposed high-frequency power is required for arc stabilization. High-frequency power is also useful with dc power to initiate the arc.

Filler Metals. Filler metals for the GTAW process are generally similar to the base metals with which they are used. However, a weld is a casting with an inherent dendritic structure, as opposed to the relative uniform grain size of the wrought base metal. Based on this knowledge, adjustments in chemical composition are frequently made to bring the base metal and weld metal properties into closer agreement.
Nickel alloys can be readily joined with the plasma arc welding process. The constricted arc permits greater depth of fusion than that obtainable with the gas tungsten arc, but the welding procedures with both processes are similar. Square-groove welds can be made in base metal up to about 8 mm (0.3 in.) thick with a single pass when keyhole welding is used. Thin base metal can be welded with melt-in welding, as with gas tungsten arc welding. Base metal over 8 mm (0.3411.) thick can be welded using one of the other groove weld joint designs. The first pass can be made with keyhole welding and the succeeding passes with melt-in welding. The root face should be about 5 mm (0.18 in.) wide, compared to 2 mm (0.06 in.) for gas tungsten arc welding. Special techniques are required for keyhole welding of thicknesses of 3 mm (0.13 in.) and greater. Upslope of the orifice gas flow and the welding current is required to initiate the keyhole; downslope of these conditions is needed to fill the keyhole cavity at the end of the weld bead. Argon or argon-hydrogen mixtures are normally recommended for the orifice and shielding gases. Hydrogen addition to argon increases the arc energy for keyhole welding
and high-speed autogenous welding. Additions up to 15% may be used, but these should be used with care because hydrogen can cause porosity in the weld metal. Therefore, the gas mixture for a specific application should be determined by appropriate tests.
Shielded Metal Arc Welding (SMAW)
This process is used primarily for welding nickel and solid-solution-strengthenedalloys. These alloys are readily welded in all positions, with the same facility as steel. Welding techniques similar to those used in making high-quality welds in stainless steel should be used. Shallower depth of fusion and relatively sluggish molten weld metal require minor variations in technique. Shielded metal arc welding is seldom used to weld the precipitation-hardenable alloys. The alloying elements that contribute to precipitation hardening are difficult to transfer across the welding arc. Structures that are fabricated from these age-hardenable alloys are welded with better results by one of the gas-shielded processes. If this process is used to weld age-hardenable alloys, interpass bead cleaning to remove oxides is critical to making a sound weld. Also, joint efficiencies will be significantly lower than those made using the gas tungsten arc welding or plasma arc process.
Joint design will vary according to the material thickness and the joining process used. Because nickel-alloy weld metal does not spread readily, joints must be more open than those used for mild or low-alloy steels to permit manipulation of the filler metal
and placement of the weld bead.
Preheat is generally not required. However, if the base metal temperature is cold, it is advisable to warm a 250 to 300 mm (10 to 12 in.) area surrounding the weld location to approximately 15 to 20°C (60 to 70°F) to prevent condensation.
Welding current should be kept as low as possible, consistent with smooth arc action. The best procedure is to follow the manufacturer’s recommendations for the particular electrode and materials being welded.
Postweld heat treatment is not needed to restore corrosion resistance of high-nickel alloys for most applications.
Weld slag removal is accomplished by scratching with the corner of a cold chisel and brushing with a stainless steel wire brush. Slag should be removed from each crater before making a re-strike, and completely removed before each pass in multi-pass
Electrode diameters should be chosen for weld quality rather than for production speed. The size of the electrode should not be so large that it interferes with proper manipulation or results in excessive heat buildup.
The gas metal arc welding process can be used to weld all the solid-solution nickel alloys except high-silicon castings, but it is an inferior choice of process for welding many of the age-hardenable alloys.
The dominant mode of metal transfer is spray transfer, but short circuiting and pulsed spray welding are widely employed. Spray transfer of filler metal is more economical because it uses higher welding currents and larger diameter welding wires, but the pulsed spray welding method using smaller welding wire and lower currents is more amenable to welding positions other than flat. Both methods are widely used in the
production of low-dilution weld cladding on less corrosion-resistant base metal (such as carbon and low alloy steels).
Globular transfer is seldom used, because the erratic depth of fusion and uneven bead contour it produces are conducive to defect formation.
Shielding Gases. The protective atmosphere for GMAW is normally argon or argon mixed with helium. The optimum shielding gas will vary with the type of metal transfer used.
Using spray and globular transfer, good results are obtained with pure argon. The addition of helium, however, has been found to be beneficial. Increasing helium content leads to progressively wider and flatter beads and less depth of fusion. Used alone, helium tends to produce excessive spatter.
A shielding gas of oxygen or carbon dioxide added to the argon, a mixture commonly used to weld some base metals, should be avoided when welding nickel and cobalt alloys, because even small amounts will result in heavily oxidized and irregular bead faces. Such additions also cause severe porosity in nickel and nickel-copper alloys.
Filler Metals. Filler metals for the GMAW process are identical, almost without exception, to those used with the gas tungsten arc welding process.
The submerged arc welding process leaves as welded surfaces ready for dye-penetrant inspection without machining, grinding, or other special preparation. Additional advantages of submerged-arc welding are that gas shielding problems and operator discomfort are virtually eliminated.
Filler metals and fluxes are available for submerged arc welding of several solid-solution nickel alloys. The process is not recommended for joining thick nickel molybdenum alloys, because the high heat input and slow cooling rate of the weld results in low weld ductility and loss in corrosion resistance due to changes in chemical composition from flux reactions.
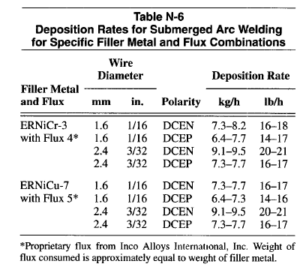
Because of its high deposition rate, the submerged arc process is an efficient method for joining thick base metal. Compared to other arc welding processes, bead surfaces are smoother, a proper flux will be self-peeling, and welding operator discomfort is less. The double-U-groove is the preferred design for all joints that permit its use. It can be completed in less time with less filler metal and flux, and yields lower residual welding stresses. Deposition rates for submerged arc welding for two filler metal and flux combinations are shown in Table N-6.
Fluxes. Submerged arc fluxes are available for several nickel alloys, and they are designed for use with a specific welding wire. Fluxes used to weld carbon steels and stainless steel are invariably unsuitable for welding nickel alloys. In addition to protecting the molten metal from atmospheric contamination, the fluxes provide arc stability and contribute important additions to the weld metal.
The flux cover should be only sufficient to prevent the arc from breaking through. An excessive flux cover can cause deformed weld beads. Slag is easily removed and should be discarded, but unfused flux can be reclaimed. However, in order to maintain consistency in the flux particle size, reclaimed flux should be mixed with an equal amount of unused flux.
Submerged arc fluxes are chemical mixtures and can absorb moisture. Storage in a dry area and resealing opened containers are standard practice. Flux that has absorbed moisture can be reclaimed by heating. The flux manufacturer should be consulted for the recommended procedure.
Filler Metals. Submerged arc welding employs the same filler metals used with the gas tungsten arc welding and gas metal arc welding processes. Weld metal chemical composition will be somewhat difierent as additions are made through the flux to allow the use of higher currents and larger welding wires. Welding wire diameters are usually smaller than those used to weld carbon steels. For example, the maximum size used to weld thick base metal is 2.4 mm (3/32 in.), where 1.1 mm (0.045 in.) has been used to weld thin base metal.
Welding Current. Direct current electrode negative (DCEN) or direct current electrode positive (DCEP) may be used. DCEP is preferred for groove joints, yielding flatter beads and greater depth of fusion at low voltage (30 to 33V). DCEN is frequently used for weld surfacing, yielding higher deposition rates and reduced depth of penetration, thus reducing the amount of dilution from the base metal. However, DCEN requires a deeper flux cover and causes an increase in flux consumption. DCEN also increases the possibility of slag inclusions, especially in butt joints where the molten weld metal is thicker and solidification occurs from the sidewalls as well as the root of the weld.
Some advantages of electron beam welding are:
(1) Single pass welds with nearly parallel sides can be made because of the high depth-to-width ratio and full penetration of EBW.
(2) The process is extremely efficient because it converts electrical energy directly to beam output energy.
(3) The heat input per unit length for a given depth of penetration is less than with arc welding. This results in a narrower heat-affected zone with its attendant lower distortion and adverse thermal effects.
(4) Rapid travel speeds are possible because of the high melting rates associated with the concentrated heat source. This increases productivity and efficiency by reducing welding time.
Joints that can be welded include: butt, corner, lap, edge, and T-joints. Normally, fillet welds are not attempted because they are difficult to make. Square butt welds require fixturing to maintain alignment and fit-up. Without the addition of filler metal, the fit-up is more critical than for arc welding. Poor fit-up will result in lack of fill in the joint. High quality welding requires cleanliness of the parts, Weld contamination can cause porosity and cracking along with a decrease in mechanical properties.
Usually, any metal or alloy that can be fusion welded by other welding processes can be joined by EBW. The weldability of a particular alloy or combination of alloys will depend on the metallurgical characteristics of that alloy or combination, the part configuration, joint design, process parameters and special welding procedure.
Many of the nickel and nickel-based alloys have been successfully welded with laser beam welding. Welded joint cross sections are similar to those produced by an electron beam. Laser welding has the advantage of being done in the open, compared to the
vacuum chamber required for electron beam. Some process limitations include the following:
(1)Positioning of the weld joint must be very closely controlled.
(2) Parts must be accurately clamped to assure alignment with the beam.
(3) Maximum joint thickness is commonly limited to 19mm (0.75 in.).
(4)Because of rapid solidification, some porosity may be experienced. Workpiece cleanliness is of great importance because of possible weld contamination. Joint design is important because the laser beam must have access to the weld area.
This category includes spot, seam, and projection welding. The weld is made by the generation of heat at the faying surfaces of adjoining parts. Current is passed through the parts to be welded and the heat is generated by the resistance to the passage of current.
The size and shape of the weld depends on a number of factors, some of which are: (1) the type of equipment being used, (2) the amount of current passing through the parts, (3) the length of time used to make the weld, (4) the cleanliness of the parts, and (5) the metallurgical characteristics of the materials being welded.
Generally, nickel-base alloys are readily weldable using resistance welding processes. Some cast precipitation-hardenable, low-ductility alloys can be difficult to weld without cracking. Because nickel-base alloys have high strength at elevated temperatures, high electrode forces are needed. Surface contaminants containing lead and sulfur must be removed prior to welding because these materials can cause embrittled welds.
Occasionally, mechanical sticking of electrodes is encountered when welding pure nickel because of its high electrical conductivity. The values of welding currents used to join various nickel-based alloys are dependent on their resistivity and strength. As the
resistivity (compared to low-carbon steel) increases, less current is required to make a satisfactory weld.
Oxyfuel Welding (OFW)
Oxyfuel welding is seldom used for welding nickel and nickel alloys. The selection of the method is determined not by the metal but by the physical characteristics of the piece to be welded gauge of the metal, design of the workpiece and design of the individual joint. Good welding is accomplished with OFW in flat, vertical or overhead positions.
Generally, however, because OFW is slow, and because it requires fluxing and more heat input, it has been displaced by the GMAW and GTAW processes.
Welding Dissimilar Metals
Selecting the appropriate welding process and the filler metal requires careful consideration when joining dissimilar metals. The choice of both should be based on metallurgical factors such as differences in thermal expansion coefficients between the weld metal and base metal, the effects of dilution on the weld metal, and the possibility of changes in the structure of the materials after extended service at elevated temperatures.
The shielded metal arc welding process has the advantage in making dissimilar metal welds in that the amount of filler metal added is less influenced by welder technique than the GTAW or GMAW processes. In GTAW, the welder can vary filler metal addition to a very large degree.
The gas tungsten arc welding process permits more control over dilution than most other processes. The gas metal arc welding (GMAW) process is sometimes used for joining dissimilar metals, but the procedure must be carefully controlled to prevent excessive dilution. The submerged arc welding (SAW) process can also be used, but again, procedures must be controlled to avoid excessive dilution from the joint sidewall.
Filler Metals. A variety of materials can be welded using nickel alloy filler metals. Stainless and carbon steels, low-alloy steels, and high-nickel alloys are among the possibilities.
Either covered electrodes or bare filler metals are available and can be specified to suit equipment and skills. Some of the most commonly used electrodes are listed in ANSUAWS A5.14, Specification for Nickel and Nickel Alloy Bare Welding Rods and Electrodes; and A5.11, Specification for Nickel and Nickel Alloy Welding Electrodes for Shielded Metal Arc Welding.
Nine percent nickel steel is generally specified for commercial applications in the production, handling, storage, and transportation of liquid gases, as well as related cryogenic applications. The following properties are required:
(1) High strength and toughness
(2) Resistance to embrittlement at temperatures as low as -196°C (-320°F)
(3) High stress allowances of pressure vessel designs
Electrodes and filler metals used to join 9% nickel steel are recommended in ANSVAWS A5.14, Specifications for Nickel and Nickel Alloy Bare Welding Rods
and Electrodes, and also in A5.11, Specification for Nickel and Nickel Alloy Welding Electrodes for Shielded Metal Arc Welding.
Nickel Overlays
Weld overlays of high-nickel welding materials can be selectively applied to either large or small sections of tanks, shafts, rollers, tube sheets, vessels, valve seats, pumps, and other equipment made of various materials to increase the corrosion, heat, and wear resistance in harsh environments. Overlaying vulnerable equipment, old or new, can extend the service life of the equipment and provide easier maintenance. See NICKEL WELD CLADDING.