Oxyfuel gas welding processes, especially oxyacetylene and oxyhydrogen, are commonly used for welding lead (also called lead burning). Several fuel gases can be used, notably acetylene, propane, natural gas and hydrogen. Although acetylene is the preferred fuel in many countries, hydrogen is preferred in the United States because of the precise flame size that can be obtained, allowing good control of the weld-bead size.
With oxyacetylene, the higher pressure needed to obtain a small flame tip disrupts control of the liquid lead pool. Oxyhydrogen and oxyacetylene torches can be used for welding in all positions. Oxynatural gas and oxypropane are limited to the flat position because
of the greater difficulty in controlling weld pool size and shape.
In all cases, the proportion of oxygen is adjusted to obtain a neutral flame. Excess oxygen will oxidize the lead surface and inhibit welding. Welding position, flame intensity, and how the torch is manipulated depend on the type of joint which is to be welded. Usually the torch is moved in a semicircular or V-shaped pattern along the joint. The molten lead is controlled and directed with the flame to produce a circular or herringbone appearance.
Applications
The widespread use of lead in the chemical industries is a direct result of the ease with which lead can be welded, as well as its exceptional resistance to corrosion caused by a wide variety of chemicals. Lead welding is used for lining tanks, conveyors, ducts and other equipment used to store or mix chemical solutions and is used extensively in chemical processing plants when acid resistance is a specification. Welded lead sheet is used worldwide as a waterproof membrane to protect underground parking garages and
other structures. Lead welding is used extensively in the preparation of lead-shielded components for gamma-ray attenuation. A specific use is in mobile power reactor equipment such as that used on naval ships, where the use of lead instead of iron may result in a weight saving of 30%.It is also used in the installation of nuclear energy sources in power plants and submarines. Lead may be in the form of cast slabs, sheet lead, or lead-bonded steel.
Over 80%of all lead consumed is used in lead-acid batteries. A method typically used to weld battery grid lugs to internal straps is called cast-on-strap fusion. In the cast-on-strap welding process, the molten lead alloy (normally a lead-antimony alloy), is
poured into a preheated, coated mold. The mold is designed to produce a casting in the shape of the desired strap. The complete cell or group of plates is lowered so that the grid lugs are immersed in the strap metal. The strap metal solidifies around the grid lugs,
forming a strap to collect current from each lug and providing a complete metallurgical bond between the lug and strap to give a corrosion-resistant joint with low electrical resistance.
Base Metal
Two grades of lead primarily used in industry are chemical lead (commercially pure lead) and antimonial lead (lead alloyed with antimony). The fact that lead has both low tensile strength and low creep strength must always be considered for commercial
applications; adequate support for lead products must always be considered.
Filler Metal and Surface Preparation
Filler metal is usually added in the form of a rod of convenient size. Its composition should be similar to that of the base metal to be welded. Strips of the base metal can be sheared from sheet material, or filler metal can be cast in a suitable mold.
Proper surface preparation, as in all joining, is necessary for making sound welds. The joint area should be cleaned with a suitable, safe solvent to remove all dirt, oil, and grease from the surfaces to be joined. The surface to be joined, adjacent surfaces, and filler metal should be cleaned of surface oxides by wire brushing or mechanical shaving. When pipe is to be welded, the interior of the pipe should also be prepared.
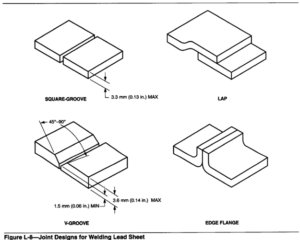
Joint designs commonly used in welding lead sheet or plate are shown in Figure L-8. For vertical and overhead welding, the lap joint should be used. An edge flange joint is used only under special conditions.
Lap joints are generally designed with one part overlapping the other about 12 to 50 nun (0.5 to 2 in.), depending on the lead thickness. The thicker the lead sheet or plate, the greater the overlap required.
For butt joints in sheet thicknesses of 3.2 mm (0.125 in.) or less, a square-groove butt joint is required. V-groove designs should be used for sections over 4 mm (0.15 in.) thick. An edge-flange joint, for use with thin sheet, is prepared by flanging the edge of each sheet to be joined to a right angle. The flange width should be 1.5 times the sheet thickness.
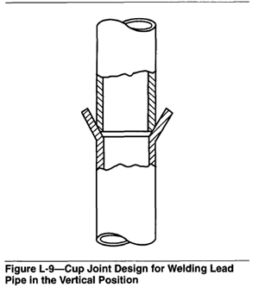
A butt joint is usually preferred for the welding of lead pipe. However, a lap or cup joint may be appropriate for wall thicknesses of 4 mm (0.15 in.) or under.
The cup design is shown in Figure L-9. A sleeve is often used on large diameter pipe joints. The sleeve is slipped over the joint and welded to both pipes with fillet welds.
Sheet Welding
Flat Position. Butt joints are usually used in welding sheet in the flat position, although a flange joint is preferred for welding thin sheet. Filler metal is generally not added to the first weld pass.
Vertical Position. Lap joints are used almost exclusively when welding in the vertical position. Welding should be uphill beginning at the bottom of the joint, with a backing used to support the initial weld metal. Butt joints may be used in special cases, but for this type of joint a mold must be used to contain the weld metal.
Overhead Position. This position is the most difficult for lead welding and should be avoided whenever possible.
Horizontal Joints. A lap joint is used for both the overhand and underhand techniques for welding horizontal joints.
Fumes from molten lead and its compounds are toxic. Exposure to these materials can be a serious health hazard if precautions are not taken to keep fumes at a safe level. Exposure to lead fumes can occur in a variety of situations where cleaning and welding are performed on lead and lead products. Specifically, exposure results when workers must handle and weld lead sheets or pipes, or when lead surfaces are cleaned with abrasive.
Fume concentrations within the breathing zone of the welding or cutting operator can be controlled by either of two ventilation methods. Fumes can be dispersed by diluting fume-laden air with uncontaminated air, or can be captured by a collector hood
connected to an exhaust system. Dilution ventilation can be provided either naturally or mechanically. Local exhaust ventilation is a practical means of controlling exposure of welding and cutting operators to fumes produced while working. Under some circumstances, approved respirators may be necessary to adequately protect operators from unsafe concentrations of lead within the breathing zone.