A surfacing variation in which surfacing material is deposited to reduce wear. See BUILDUP, BUTTERING, and CLADDING.
Hardfacing is the application of a hard, wear-resistant material to the surface of a workpiece by welding or spraying, or allied welding processes, to reduce wear or loss of material by abrasion, impact, erosion, galling and cavitation.
The stipulation that the surface be modified by welding, spraying or allied welding processes excludes the use of heat treatment or surface modification processes such as flame hardening, nitriding, or ion implantation as a hardfacing process.
The stipulation that the surface be applied for the main purpose of reducing wear excludes the application of materials primarily used for prevention or control of corrosion or high-temperature scaling.
Corrosion and high-temperature scaling may, however, have a major effect on the wear rate, and for this reason may become a significant factor in selection of materials for hardfacing.
Hardfacing applications for wear control range from very severe abrasive wear service, such as rock crushing and pulverizing, to minute mechanical applications that require minimization of metal-to-metal wear, such as control valves where 0.05 mm
(0.002 in.) of wear is intolerable. Hardfacing is used for controlling abrasive wear on mill hammers, digging tools, extrusion screws. cutting shears, parts of earthmoving equipment, ball mills, and crusher parts. It is also used to control wear of unlubricated or poorly lubricated metal-to-metal sliding contacts such as control valves, undercarriage parts of tractors and shovels, and high-performance bearings.
Hardfacing Materials
Hardfacing materials include a wide variety of alloys, ceramics, and combinations of these materials. Conventional hardfacing materials are steels or low-alloy ferrous materials, chromium white irons or high alloy ferrous materials, carbides, nickel-base alloys, or cobalt-base alloys. A few copper-base alloys are sometimes used for hardfacing applications, but for the most part, hardfacing alloys are either iron, nickel or cobalt base.
The microstructure of hardfacing alloys generally consists of hard-phase precipitates such as borides, carbides, or inter-metallics bound in a softer iron, nickel or cobalt-base alloy matrix.
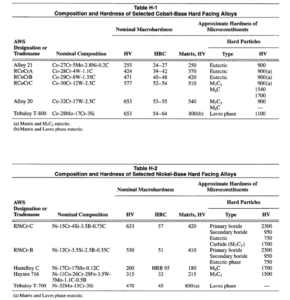
Cobalt-Base Alloys. The alloys listed in Table H-1 that contain 2.5% C have more than 30% by volume total carbides, which results in extremely high abrasion resistance. The microstructure of the Co-30, Cr-12, W-2.5, C alloy, sometimes referred to as Alloy No. 1,
has a large volume fraction of carbides. As the carbon content is increased, the volume fraction of the matrix is decreased, and the impact resistance, weldability and machinability are also decreased. Thus, the improvement in abrasive wear resistance is gained at the expense of other properties that may be more desirable.
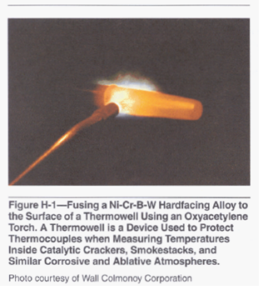
Nickel-Base Alloys. The commercially available nickel-base hardfacing alloys can be divided into three groups: boride-containing alloys, carbide-containing alloys, and Laves phase-containing alloys. The compositions of some typical nickel-base hardfacing alloys are listed in Table H-2.
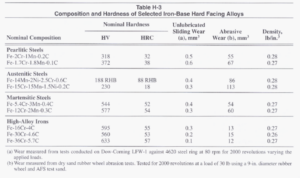
The boride-containing nickel-base alloys are commercially produced as spray-and-fuse powders. These alloys are available from most manufacturers of hardfacing products under various trade names and in a variety of forms, such as bare cast rod, tube wires, and powders for plasma spraying. This group of alloys is primarily composed of Ni-Cr-B-Si-C. Usually, the boron content ranges from 1.5% to 3.5%, depending
on chromium content, which varies from 0 to 15%. The higher chromium alloys generally contain a large amount of boron, which forms very hard chromium borides with hardness of approximately 1800 DPH (kg/mm2). Other borides high in nickel and with lower melting points are also present to facilitate fusing. See Figure H- 1.
The abrasion resistance of these alloys is a function of the amount of hard borides present. Alloys containing large amounts of boron such as Ni-14, Cr-4, Si-3.4, B-0.75, C are extremely resistant to abrasion, but have poor impact resistance. Because most of the boride- containing nickel-base alloys contain only small amounts of solid-solution strengtheners, considerable loss of room-temperature hardness occurs at elevated temperatures.
Iron-Base Alloys. Iron-base hardfacing alloys are more widely used than both cobalt-base or nickel-base hardfacing alloys, and constitute the largest volume use of hardfacing alloys. Iron-base hardfacing alloys produce a broad range of desirable properties at low cost.Most equipment that undergoes severe wear, such as crushing and grinding equipment and earthmoving equipment, is usually very large and rugged, and is often subject to contamination. Parts subjected to wear usually require down time for repair. For this reason, there is a general inclination to hardface them with the materials that
are most readily available at the lowest cost. As a result, literally hundreds of iron-base hardfacing alloys are available.
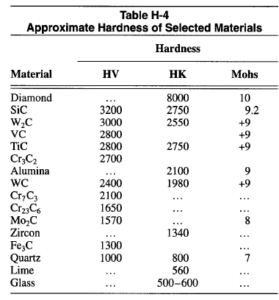
Due to the great number of alloys involved, iron-base hardfacing alloys are best classified by their suitability for different types of wear and their general microstructure rather than by chemical composition. Most iron-base hardfacing alloys can be divided into the following classes: pearlitic steels, austenitic steels, martensitic steels, and high-alloy irons. See Table H-3.
Carbides. The quantity of carbides used for hardfacing applications is small compared with iron-base hardfacing alloys, but carbides are extremely important for severe conditions presented by some abrasion and cutting applications. Historically, tungsten-base carbides were used exclusively for hardfacing applications. Recently, however, carbides of other elements, such as titanium, molybdenum, tantalum, vanadium and chromium have proven to be useful in many hardfacing applications
The widespread use of carbides for hardfacing is primarily based on the general belief that all carbides, due to their high hardness, resist fracture and fragmentation as well as abrasion, especially under high-stress applications. In reality, the resistance of carbide composites is a function of the abrasion resistance of the matrix. While the various carbides have high hardness values, they unfortunately do not have resistance to
crushing force, i.e., fracture and fragmentation. Carbides should not be selected based solely on hardness value. For comparison, Table H-4 lists the hardness of various carbides and other selected materials.
Copper-Base Alloys. The copper-base hardfacing alloys are similar to bronzes and are used in applications where copper-base bearing materials are normally employed as homogeneous parts. It is often more economical to apply copper-base hardfacing
alloys as overlays on less expensive base metals such as low-carbon steels.
The properties of copper-base hardfacing alloys are similar to the properties of corresponding bronzes. Copper-base hardfacing alloys are used for applications where resistance to corrosion, cavitation erosion and metal-to-metal wear is required, as in bearing materials. Copper-base hardfacing alloys have poor resistance to corrosion by sulfur compounds, abrasive wear and elevated-temperature creep. They are not as hard as all the classes of alloys previously discussed, and are not easily welded.
Hardfacing Alloy Selection
Hardfacing alloy selection is guided primarily by wear and cost considerations. However, other manufacturing and environmental factors must also be considered, such as base metal, deposition process, and impact, corrosion, oxidation and thermal requirements. Usually, the hardfacing process dictates the hardfacing or filler-metal product form.
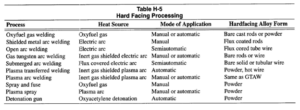
Hardfacing alloys are usually available as bare rod, flux-coated rod, spooled solid wires, spooled tube wires (with and without flux), or powders. Table H-5 lists various welding processes, heat sources, and the proper forms of consumables for each process. In general, the impact resistance of hardfacing alloys decreases as the carbide content increases. As a result, in situations where a combination of impact and abrasion resistance is desired, a compromise between the two must be made. Where impact resistance is extremely important, austenitic manganese steels are used to build up worn parts.
Hardfacing Process Selection
Hardfacing process selection, like hardfacing alloy selection, depends on the engineering application or service performance requirements. Other technical factors involved in hardfacing process selection include (but are not limited to) hardfacing property and quality requirements, physical characteristics of the workpiece, metallurgical properties of the base metal, form and composition of the hardfacing alloy,
and welder skill. Cost considerations are often the determining factor in the final process selection.
Traditionally, hardfacing has been limited, by definition, to welding processes. However, this definition has been expanded to include thermal spraying (THSP) as a hardfacing process. Frequently the first consideration in hardfacing process selection is to
determine if welding processes or THSP processes are preferred or required. As a rule, welding processes are preferred for hardfacing applications requiring dense, relatively thick coatings with high bond strengths between the hardfacing and the workpiece.
Thermal spraying processes, on the other hand, are preferred for hardfacing applications requiring thin, hard coatings applied with minimum thermal distortion of the
workpiece. Source: ASM International; Metals Handbook, Desk Edition; ASM International. 1985.