An arc welding process that uses an arc between a continuous filler metal electrode and the weld pool. The process is used with shielding gas from a flux contained within the tubular electrode, with or without additional shielding from an externally supplied gas, and without the application of pressure. See FLUX CORED ELEC-
TRODE, GAS SHIELDED FLUX CORED ARC WELDING, and SELF-SHIELDED FLUX CORED ARC WELDING.
The feature that distinguishes the FCAW process from other arc welding processes is the enclosure of fluxing ingredients within a continuously fed electrode. The remarkable operating characteristics of the process and the resulting weld properties are attributable to this electrode development. The flux cored electrode is a composite tubular filler metal electrode consisting of a metal sheath and a core of various powdered materials. During welding an extensive slag cover is produced on the face of a weld bead.
Note that metal cored electrodes are not included in this description, because their powdered core materials produce no more than slag islands on the face of a weld bead. Thus, they do not match the definition of flux cored electrodes.
FCAW offers two major process variations that differ in their method of shielding the arc and weld pool from atmospheric contamination (oxygen and nitrogen). One type, self-shielded FCAW, protects the molten metal through the decomposition and vaporization of the flux core by the heat of the arc. The other type, gas shielded FCAW, makes use of a protective gas flow in addition to the flux core action. With both methods, the electrode core material provides a substantial slag covering to protect the solidifying weld metal.
Flux cored electrodes are also used in electrogas welding (EGW). That process is a single pass, vertical-up welding process. See ELECTROGAS WELDING.
Flux cored arc welding is normally a semiautomatic process. The process is also used in machine and automatic welding.
Historical Background
Flux cored wires were initially introduced in the 1920s, basically for hardfacing, with the first patents granted to Stoody in 1926. There was little development work in this area for a time because of improvements in the performance of coated electrodes and lack of a suitable power supply to obtain the benefits of flux cored welding. The development of GMAW in the early 1950s renewed interest in the use of flux cored arc welding. Widespread use of the product started in 1957 with the development of competitively priced flux cored wires for welding steel. It was found that a small quantity of flux combined with C02 gas protection produced weld metal with very good properties. However, when used in the field for welding steel structures, for example, the wind would often blow the gas away. Welds produced under these conditions would be defective. To correct this problem, a self-shielded flux cored wire was developed.
Fluxing materials were introduced into the core that would produce greater quantities OF C02 to shield the weld.
Process Advantages
The benefits of FCAW are achieved by combining three general features:
(1) The productivity of continuous wire welding
(2) The metallurgical benefits that can be derived from a flux
(3) A slag that supports and shapes the weld bead FCAW combines characteristics of shielded metal arc welding (SMAW), gas metal arc welding (GMAW), and submerged arc welding (SAW).
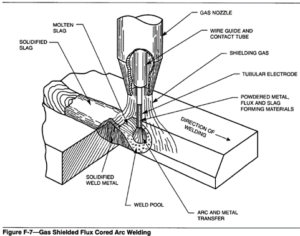
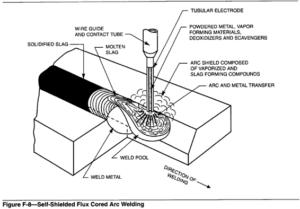
The FCAW features, as well as those that distinguish the two major versions of the process, are shown in Figure F-7, illustrating the gas-shielded version, and Figure F-8, illustrating the self-shielded type. Both figures emphasize the melting and deposition of filler metal and flux, together with the formation of a slag covering the weld metal.
In the gas shielded method, shown in Figure F-7, the shielding gas (usually carbon dioxide or a mixture of argon and carbon dioxide) protects the molten metal from the oxygen and nitrogen of the air by forming an envelope around the arc and over the weld pool. Little need exists for de-nitrification of the weld metal because air with its nitrogen is mostly excluded. However, some oxygen may be generated from dissociation of C02 to form carbon monoxide and oxygen. The compositions of the electrodes are formulated to provide deoxidizers to combine with small amounts of oxygen in the gas shield.
In the self-shielded method shown in Figure F-8, shielding is obtained from vaporized flux ingredients which displace the air, and by slag compositions that cover the molten metal droplets, to protect the molten weld pool during welding. Production of C02 and introduction of deoxidizing and denitriding agents from flux ingredients right at the surface of the weld pool explain why self-shielded electrodes can tolerate stronger air currents than gas shielded electrodes. Thus self-shielded FCAW is the usual choice for field work.
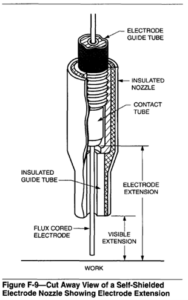
One characteristic of some self-shielded electrodes is the use of long electrode extensions. Electrode extension is the length of unmelted electrode extending beyond the end of the contact tube during welding. Self-shielded electrode extensions of 19 to 95 mm (3/4 to 3-3/4 in.) are generally used, depending on the application. A self-shielded electrode nozzle is shown in Figure F-9.
Increasing the electrode extension increases the resistance heating of the electrode. This preheats the electrode and lowers the voltage drop across the arc. At the same time, the welding current decreases, which lowers the heat available for melting the base metal. The resulting weld bead is narrow and shallow. This makes the process suitable for welding light gauge material and for bridging gaps caused by poor fit-up. If the arc length (voltage) and welding current are maintained (by higher voltage settings at the power supply and higher electrode feed rates), longer electrode extension will increase the deposition rate.
On certain types of self-shielding flux cored electrodes, the polarity should be DCEN (straight polarity). This polarity results in less base metal penetration. As a result, small diameter electrodes such as 0.8 mm (0.030 in.), 0.9 mm (0.035 in.), and 1.2 mm (0.045 in.) have proven to be quite successful for work on thin-gauge materials. Some self-shielded electrodes have been developed specifically to weld the zinc-coated and aluminized steels which are now commonly used in automobile production.
In contrast, the gas-shielded method is suited to the production of narrow, deeply penetrating welds. Short electrode extensions and high welding currents are used for all wire diameters. For fillet welding, compared to SMAW, FCAW welds are narrower with larger throat lengths. The electrode extension principle cannot be equally applied to the gas shielded method because of adverse effects on the shielding.
Principal Applications
Application of the two methods of the FCAW process overlap. However, the specific characteristics of each method make each one suitable for different operating conditions. The process is used to weld carbon and low alloy steels, stainless steels, and cast irons. It is also used for arc spot welding of lap joints in sheet and plate, as well as for cladding and hardfacing.
The type of FCAW used depends on the type of electrodes available, the mechanical property requirements of the welded joints, and the joint designs and fit-up. Generally, the self-shielded method can often be used for applications that are normally done by shielded metal arc welding. The gas shielded method can be used for some applications that are welded by the gas metal arc welding process. The advantages and disadvantages of the FCAW process must be compared to those of other processes when it is evaluated for a specific application.
Higher productivity, compared to shielded metal arc welding, is the chief appeal of flux cored arc welding for many applications. This generally translates into lower overall costs per pound of metal deposited in joints that permit continuous welding and easy FCAW gun and equipment accessibility. The advantages are higher deposition rates, higher operating factors, and higher deposition efficiency (no stub loss).
FCAW has found wide application in fabricating shops, in maintenance, and field erection work. It has been used to produce weldments conforming to the ASME Boiler and Pressure Vessel Code, the rules of the American Bureau of Shipping, and NSVAWS
D1.1, Structural Welding Code-Steel. FCAW enjoys prequalified status in ANSUAWS D1.1.
Stainless steel, self-shielded, and gas shielded flux cored electrodes have been used in general fabrication, surfacing, joining dissimilar metals, and maintenance and repair.
The major disadvantages, compared to the SMAW process, are the higher cost of the equipment, the relative complexity of the equipment in setup and control, and the restriction on operating distance from the electrode wire feeder. Self-shielded FCAW may generate large volumes of welding fumes, which, except in field work, require suitable exhaust equipment. Compared to the slag-free GMAW process, the need for removing slag between passes is an added labor cost. This is especially true in making root pass welds.
Equipment
Semiautomatic Equipment. As shown in Figure F-10, the basic equipment for self-shielded and gas shielded flux cored arc welding is similar. The major difference is the provision for supplying and metering gas to the arc of the gas shielded electrode. The recommended power source is the dc constant-voltage type, similar to sources used for gas metal arc welding. The power supply should be capable of operating at the maximum current required for the specific application. Most semiautomatic applications use less than 500 A. The voltage control should be capable of adjustments in increments of one volt or less. Constant-current (dc) power sources of adequate capacity with appropriate controls and wire feeders are also used, but these applications are rare.
The purpose of the wire feed control is to supply the continuous electrode to the welding arc at a constant preset rate. The rate at which the electrode is fed into the arc determines the welding amperage that a constant-voltage power source will supply. If the electrode feed rate is changed, the welding machine automatically adjusts to maintain the preset arc voltage. Electrode feed rate may be controlled by mechanical or electronic means.
Welding guns may be either air cooled or water cooled. Air-cooled guns are favored because there is no requirement to deliver water. However, water-cooled guns are more compact, lighter in weight, and generally have higher current ratings. Capacity ratings range up to 600 A, continuous duty. Guns may have either straight or curved nozzles. The curved nozzle can vary from 40″ to 60″. In some applications, the curved nozzle enhances flexibility and ease of electrode manipulation.
As a result of safety and health requirements for controlling air pollution, several manufacturers have introduced welding guns equipped with integral fume extractors. A fume extractor usually consists of an exhaust nozzle that encircles the gun nozzle. It can be adapted to gas-shielded and self-shielded guns. The nozzle is ducted to a filter canister and an exhaust pump. The aperture of the fume extracting nozzle is located at a sufficient distance behind the top of the gun nozzle to draw in the fumes rising from the arc without disturbing the shielding gas flow.